V-Fase
Die Standardlösung für viele Schweißverbindungen.
Beide Bauteile werden angeschrägt und ermöglichen eine sichere Durchschweißung. Diese Variante wird meist bei Blechdicken von 4 bis 10 mm eingesetzt.
In der industriellen Blechbearbeitung entscheidet sich die Qualität einer Schweißverbindung nicht erst beim Schweißprozess, sondern bereits während der Vorbereitung der Bauteilkanten. Die Schweißnahtvorbereitung mittels Fase stellt sicher, dass Bauteile stabil, reproduzierbar und wirtschaftlich miteinander verbunden werden können.
Beim Anfasen werden Materialkanten gezielt angeschrägt. Dadurch entsteht eine definierte Nahtgeometrie, die eine vollständige Durchschweißung ermöglicht und gleichzeitig Schweißzeit, Wärmeeintrag sowie Nacharbeit reduziert. Besonders bei mittleren und großen Blechstärken ist diese Vorbereitung ein zentraler Qualitätsfaktor in der Fertigung.

Treffen Werkstückkanten ohne Vorbereitung aufeinander, kann das Schweißmaterial nur eingeschränkt in die Verbindung eindringen. Die Folge sind oberflächliche Nähte, reduzierte Tragfähigkeit und ein erhöhtes Risiko für Schweißfehler. Eine passende Nahtvorbereitung bildet die Grundlage für eine hochwertige und belastbare Schweißverbindung.
In vielen Anwendungen wird das Anfasen ab etwa 4 mm Materialstärke eingesetzt – abhängig von Werkstoff, Nahtform und Belastung des Bauteils.
Die Wahl der Fasenform richtet sich nach Konstruktion, Materialstärke und Schweißverfahren.
Die Standardlösung für viele Schweißverbindungen.
Beide Bauteile werden angeschrägt und ermöglichen eine sichere Durchschweißung. Diese Variante wird meist bei Blechdicken von 4 bis 10 mm eingesetzt.
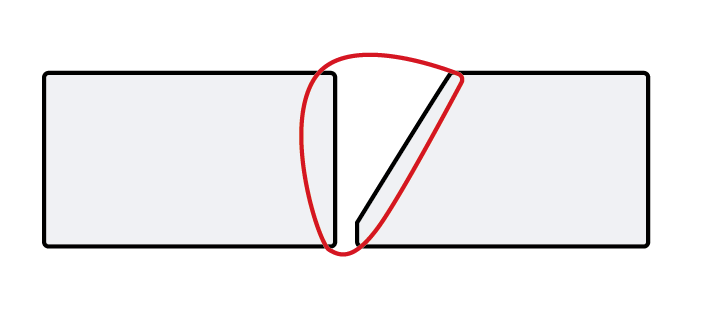
Hier bleibt ein definierter Steg erhalten.
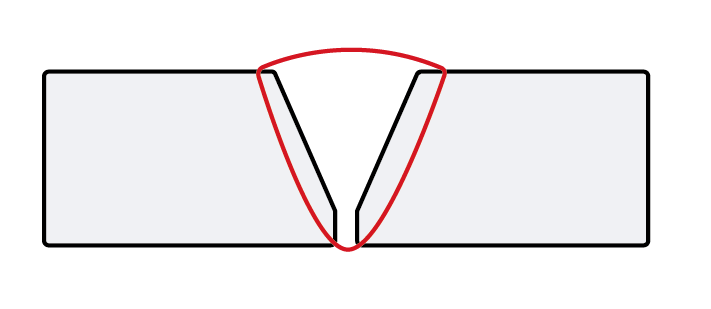
Der Steg erleichtert die Wurzelbildung und macht die Naht kontrollierbarer. Ab einer Blechdicke über 10 mm kann die Y-Fase eingesetzt werden.
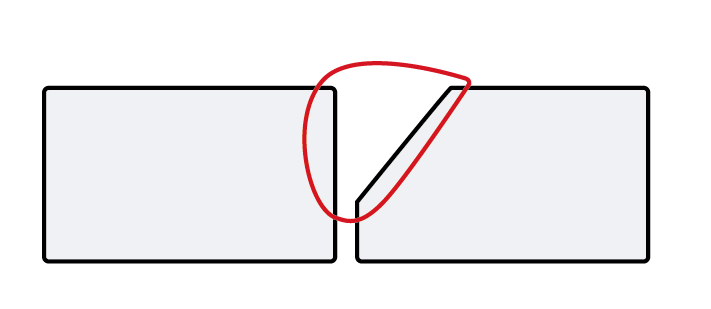
Wird bei dickeren Blechen eingesetzt.
Sie reduziert das Schweißvolumen und minimiert den Wärmeeintrag. Diese Nahtvorbereitung kommt ab etwa 10 mm Blechdicke zum Einsatz und wird vor allem bei noch dickeren Blechen verwendet.
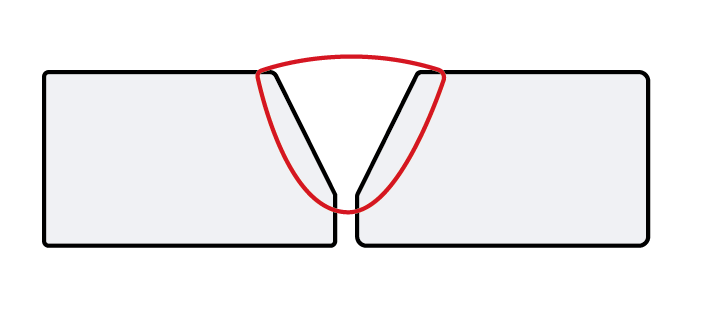
Typisch für konstruktive Stoßverbindungen.
Sie wird eingesetzt, wenn nur ein Bauteil beidseitig bearbeitet wird und ermöglicht eine wirtschaftliche Nahtvorbereitung bei entsprechenden Bauteilgeometrien.
Der Öffnungswinkel liegt häufig im Bereich zwischen 60° und 70°, wird jedoch individuell an Konstruktion und Schweißverfahren angepasst.
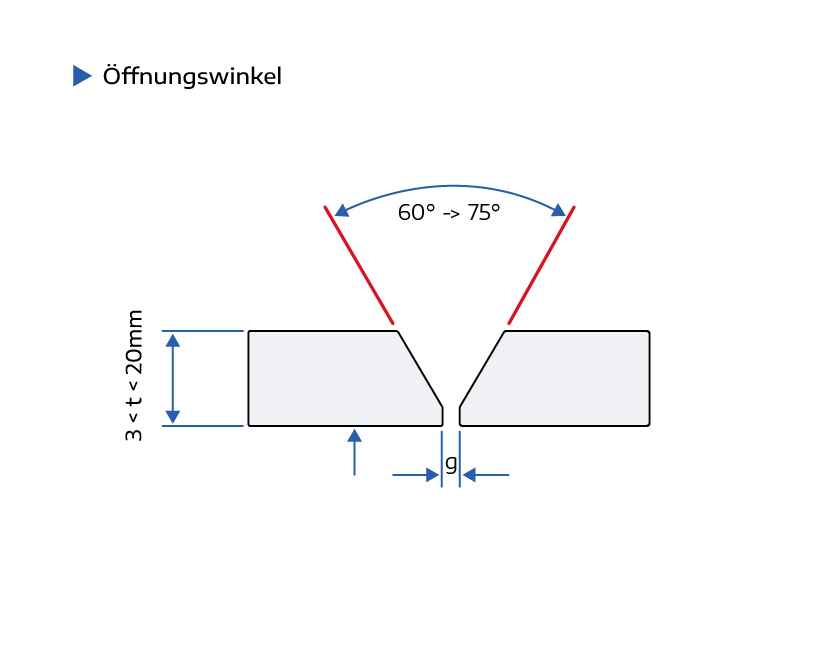
Ein zu kleiner Winkel erschwert den Einbrand, während ein zu großer Winkel unnötig viel Schweißzusatz erfordert und die Wärmeeinflusszone vergrößert. Wir passen diesen Winkel individuell an Ihre Konstruktionsvorgaben und das Schweißverfahren an.
Die folgende Tabelle verdeutlicht die Vielfalt der Vorbereitungsmöglichkeiten nach industriellen Standards:
| Nr. | Bezeichnung | Symbol | Darstellung der Naht |
|---|---|---|---|
| 1 | I-Naht – Durchschweißung möglich, geeignet für dünne Bleche |  |
 |
| 2 | V-Naht – vollständig durchgeschweißt, ohne Gegenlage |  |
 |
| 3 | Y-Naht – einseitige Fase, keine vollständige Durchschweißung | 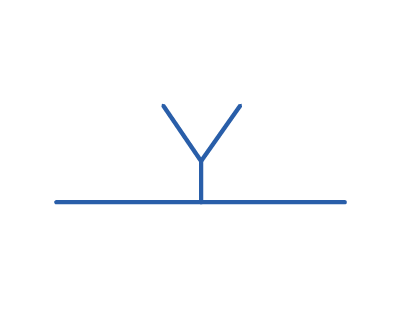 |
 |
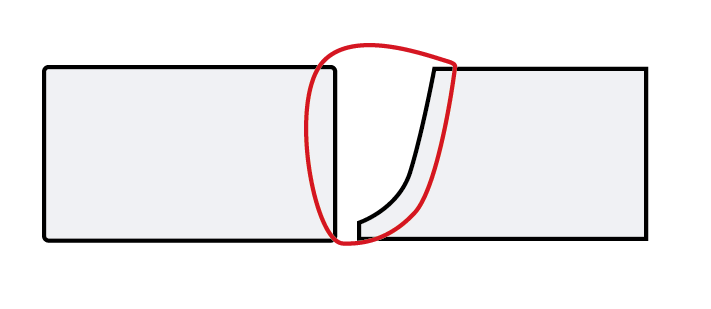
| 4 | HV-Naht – einseitige Kehlnaht mit Fase, vollständig durchgeschweißt, ohne Gegenlage | 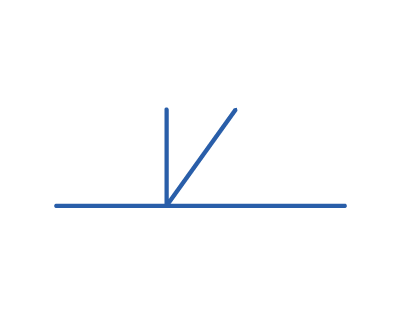 |
 |
| 5 | HY-Naht – einseitige Kehlnaht mit Y-Profil, keine vollständige Durchschweißung |  |
 |
| 6 | U-Naht – U-förmige Nahtvorbereitung, vollständig durchgeschweißt, ohne Gegenlage |  |
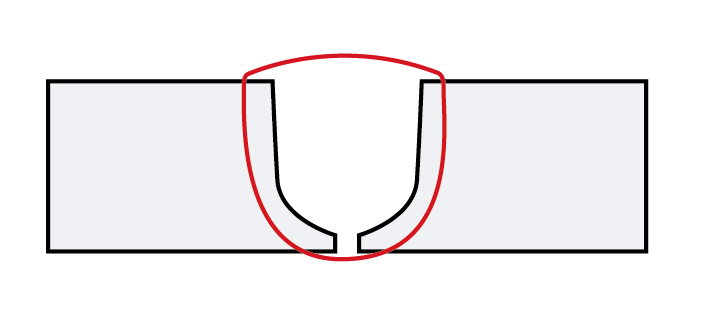 |
| 7 | HU-Naht – einseitige U-Nahtvorbereitung, vollständig durchgeschweißt, ohne Gegenlage | 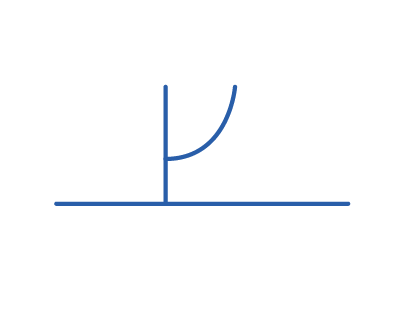 |
 |
Das Kantenfräsen gehört zu den präzisesten Verfahren der Schweißnahtvorbereitung. Material wird kontrolliert über Hartmetall-Wendeschneidplatten abgetragen. Dabei entsteht eine metallisch blanke Oberfläche mit hoher Maßhaltigkeit.
Technische Vorteile des Fräsverfahrens
Gerade bei großen Fasenhöhen oder hochfesten Werkstoffen bietet Fräsen erhebliche Produktivitätsvorteile gegenüber Schleifverfahren.
Beim Knabbern wird die Fase mechanisch durch ein rotierendes Schneidwerkzeug erzeugt. Das Verfahren ist besonders wirtschaftlich bei mittleren Blechstärken und linearen Schnittkanten.
Eigenschaften
Beim Knabberverfahren lassen sich je nach Maschinenkonfiguration Fasenwinkel typischerweise im Bereich von etwa 20° bis 45° realisieren. Dieses Verfahren eignet sich besonders für Blechstärken im mittleren Dickenbereich. Durch das mechanische Abscheren des Materials entsteht eine leicht strukturierte Oberfläche. Diese stellt für den Schweißprozess in der Regel kein Problem dar, da das Material beim Schweißen vollständig aufgeschmolzen wird.
Moderne Schneidanlagen ermöglichen das gleichzeitige Schneiden komplexer Konturen und Fasen. Durch das Schrägstellen des Schneidkopfes entstehen Fasen direkt während des Zuschnitts.
Diese Technologie bietet Vorteile bei:
Schleifverfahren werden bei einfachen Bauteilen oder kleineren Stückzahlen eingesetzt. Allerdings erfordern sie höheren manuellen Aufwand und erreichen meist nicht die Präzision moderner Fräsverfahren.
In der Praxis unterscheiden sich die Bearbeitungsverfahren deutlich hinsichtlich Qualität, Wirtschaftlichkeit und Prozesssicherheit.
Kontaktieren Sie uns gerne für eine kostenlose Erstberatung oder fragen direkt Sie Ihr individuelles Projekt an.
In der Praxis unterscheiden sich die Bearbeitungsverfahren deutlich hinsichtlich Qualität, Wirtschaftlichkeit und Prozesssicherheit.
Welche Methode für die Schweißnahtvorbereitung eingesetzt wird, hängt von mehreren Faktoren ab. Neben Materialstärke und Werkstoff spielen Bauteilgeometrie, Stückzahlen, Schweißverfahren und wirtschaftliche Anforderungen eine entscheidende Rolle. Häufig werden verschiedene Bearbeitungsverfahren kombiniert, um für jedes Bauteil die optimale Lösung zu erreichen.
Senkungen für Verschraubungen können direkt in den Bearbeitungsprozess integriert werden. Dadurch entfällt aufwendiges Nachbearbeiten – besonders bei hochfesten Materialien.
Definierte Kantenradien erhöhen die Bauteilsicherheit, verbessern die Haftung von Beschichtungen und reduzieren Verletzungsrisiken.
Die Schweißnahtvorbereitung ist heute ein fester Bestandteil moderner Fertigungsketten. Durch die Integration der Fasenbearbeitung in den Zuschnitt entstehen montagefertige Bauteile, die ohne zusätzliche Vorbereitung verschweißt werden können.
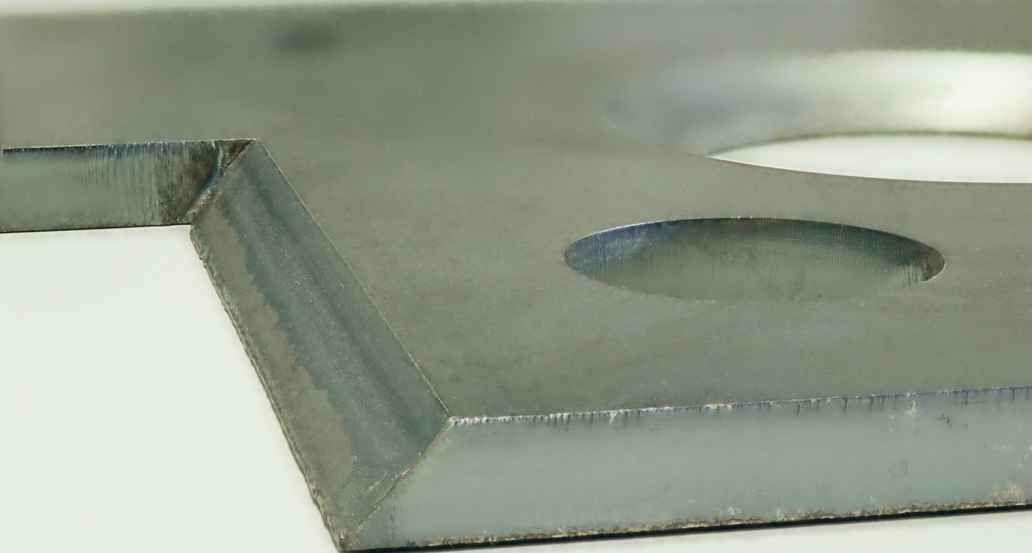
Die Beispiele zeigen typische Ergebnisse der Schweißnahtvorbereitung in der Blechbearbeitung. Je nach Bauteil und Anforderung werden unterschiedliche Verfahren eingesetzt, um präzise und reproduzierbare Fasen herzustellen.
Geknabberte, gefräste oder gelaserte Fasen sorgen für montagefertige Bauteile und erleichtern den anschließenden Schweißprozess.


Kontaktieren Sie uns gerne für eine kostenlose Erstberatung oder fragen direkt Sie Ihr individuelles Projekt an.
Schweißfasen werden in zahlreichen Industriezweigen eingesetzt, darunter Maschinenbau, Stahlbau, Anlagenbau und Fahrzeugbau. Besonders bei hochfesten oder verschleißbeständigen Stählen ist eine präzise Kantenbearbeitung entscheidend für langlebige Schweißverbindungen.
Neben der geometrischen Bearbeitung entscheidet vor allem die Oberflächenqualität über die spätere Schweißnahtqualität. Erst das Zusammenspiel aus präziser Fase und sauber vorbereiteten Materialoberflächen ermöglicht reproduzierbare und langlebige Schweißverbindungen.
Vor dem Schweißen müssen Schweißbereiche metallisch rein sein. Zu entfernen sind:
Bei mechanischen Reinigungsverfahren sollte darauf geachtet werden, dass keine Kühl- oder Schmierstoffe verwendet werden. Rückstände können die Schweißnahtqualität negativ beeinflussen.
Für manuelle Reinigungsarbeiten werden häufig Edelstahlbürsten eingesetzt. Dabei ist eine geeignete Drahtstärke entscheidend. Zu feine Drähte können Verschmutzungen verschmieren, während zu grobe Drähte die Oberfläche beschädigen können. Besonders Aluminium erfordert eine sorgfältige mechanische Reinigung kurz vor dem Schweißen.
Schweißverbindungen unterliegen strengen Qualitätsanforderungen. Normen wie DIN EN ISO 5817 definieren zulässige Qualitätsstufen für Schweißnähte. Eine präzise Schweißnahtvorbereitung bildet die Grundlage, um diese Anforderungen zuverlässig einzuhalten.
Die Herstellung präziser Fasen erfordert spezielle Maschinen und qualifiziertes Fachpersonal. Viele Unternehmen lassen die Schweißnahtvorbereitung bereits während der Blechfertigung durchführen. Dadurch können sich Schweißer vollständig auf den Schweißprozess konzentrieren, während Wiederholgenauigkeit und Produktivität steigen.
Als zertifizierter Schweißfachbetrieb begleiten wir unsere Kunden von der präzisen Blechbearbeitung bis zur montagefertigen Schweißbaugruppe.
Wir fertigen Schweißkonstruktionen mit Stückgewichten bis zu 50 Tonnen und setzen industrielle Schweißverfahren wie MIG/MAG, WIG sowie Bolzen- und Punktschweißen ein. Die Qualität unserer Baugruppen beginnt dabei bereits bei der exakten Vorbereitung der Schweißkanten.
Durch präzise gefertigte Schweißfasen liefern wir Bauteile, die direkt weiterverarbeitet werden können. Dadurch reduzieren sich Schweißzeiten, Nacharbeit und Fertigungskosten deutlich.
Nutzen Sie präzise gefertigte Schweißfasen, um Schweißzeiten zu reduzieren, Nacharbeit zu vermeiden und dauerhaft sichere Schweißverbindungen zu realisieren. Gemeinsam entwickeln wir die wirtschaftlich optimale Lösung für Ihre Bauteile.
Bolzenschweißen ist ein Verfahren, welches wir neben MIG-, MAG-, WIG-Schweißen zu Herstellung von Baugruppen anwenden.
WeiterlesenSchweißverfahren, die Materialien mittels Lichtbogen aufschmelzen, werden als Lichtbogenschweißen bezeichnet.
WeiterlesenAlles zu MIG- und MAG-Schweißen: Verfahren, Gaswahl, Parameter, Schweißtechnik und typische Fehler für Industrie & Handwerk.
Weiterlesen


