Stanzteile
Mit unserer Stanzmaschine stellen wir verschiedene Formelemente wie Aussparungen, Gewinde, Kiemen und Sicken her. Wir verfügen über eine große Auswahl an Werkzeugen, um Ihnen Stanzteile in verschiedenen Formen und Größen anbieten zu können.

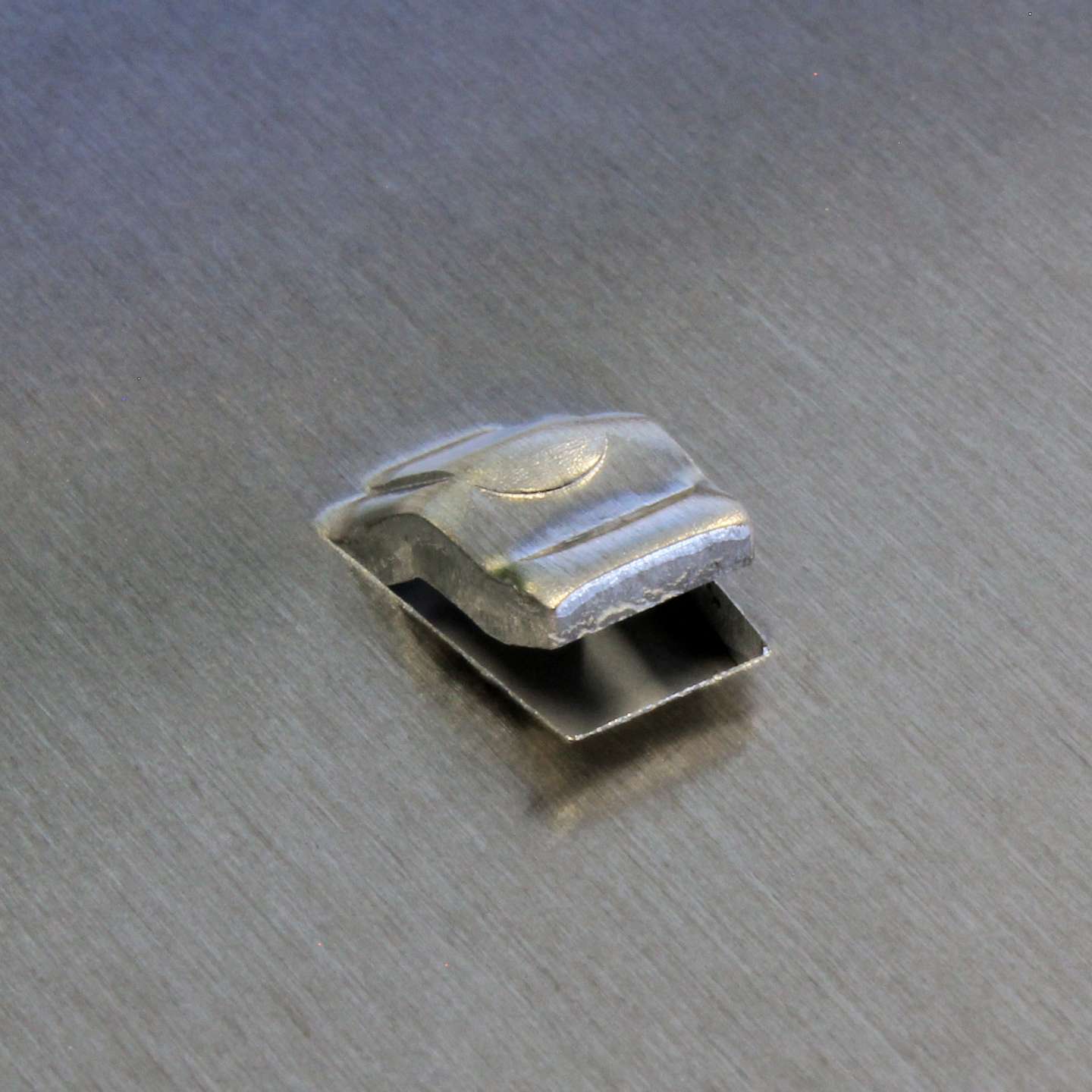
Kiemen
Kiemen gehören zu den Formelementen, die mit einer Stanze hergestellt werden. Im Prinzip sind Kiemen schmale, langgestreckte, rinnenförmige Vertiefungen, die an einer Seite geöffnet sind. Sie können mehrere Funktionen haben, dienen jedoch meist als Belüftungsschlitze zum Wärmeaustausch an Gehäusen.
Für die Herstellung stehen eigene Stanzwerkzeuge in verschiedenen Größen zur Verfügung.

Die Werkzeuge für die Herstellung von Kiemen sind so gestaltet, dass sie das Blech in einem Arbeitsgang durchtrennen und die Kiemen formen. Werden Kiemen benötigt, die länger als die Werkzeuge sind, muss die Herstellung durch Nibbeln erfolgen.

Sicken
Sicken sind längliche Vertiefungen, die in Blechteile geprägt werden, um deren Steifigkeit zu erhöhen. Um diesen Effekt zu maximieren, muss die Länge und Prägetiefe der Sicke an die Größe und Dicke des Werkstücks angepasst werden. Da in vielen Fällen die Sicken die Länge unserer Werkzeuge übersteigen, erfolgt die Fertigung durch Nibbeln.
Es spielt ebenfalls eine wichtige Rolle wie die Sicke über das Werkstück verläuft. Dabei gibt es die Grundregel, rechteckige Werkstücke mit ringförmigen Sicken auszustatten und umgekehrt. Der Versteifungseffekt ist deutlich höher, wenn sich die Form der Sicke von der Grundform des Bleches unterscheidet. Sicken dürfen sich außerdem nie kreuzen, da der Versteifungseffekt am Kreuzungspunkt verloren geht.
Gewinde
Darüber hinaus ist die spanlose Herstellung von Innen- und Außengewinden möglich. Das Verfahren zur Herstellung von Innen- und Außengewinden ist im Prinzip identisch. Bei beiden Verfahren wird ein spezielles Werkzeug in das Blech gedrückt. Bei Außengewinden wird das Material von der Oberfläche eines Rohlings mit großer Kraft in die Spitzen gedrückt.

Bei Innengewinden ist das Verfahren ähnlich, nur dass das Werkzeug in eine vorgefertigte Bohrung eindringt und so das Gewinde formt. Da es bei diesem Verfahren zu keinem Materialverlust kommt, sind diese im Einsatz wesentlich belastbarer.
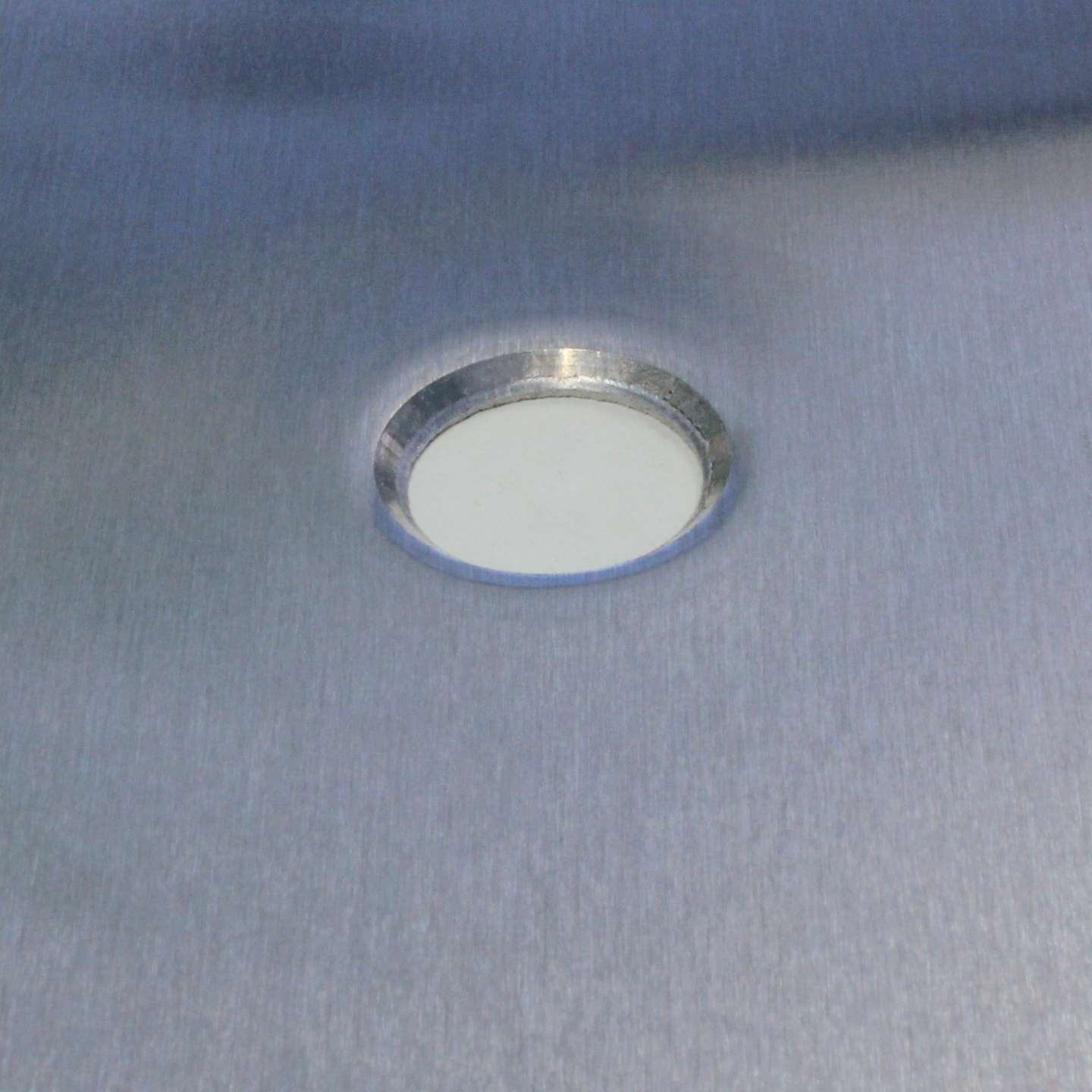
Ronden & Messreflektoren
Wir fertigen Ronden individuell nach den Wünschen unserer Kunden!
Ronden von RimeWeitere Stanzteile
Die folgenden Bilder zeigen weitere Beispiele für Formelemente, die wir für Sie herstellen können. Die Bilder stellen nur eine Auswahl dar. Unsere tatsächlichen Möglichkeiten in diesem Bereich sind wesentlich größer.



Kontaktieren Sie uns
Als Lohnfertiger stellen wir Werkstücke nach Ihren Vorgaben her!