Bleche stanzen
Stanzen gehört zu den spanlosen Blechformungsverfahren und eignet sich besonders für die Bearbeitung von Blechteilen, die mit einer hohen Anzahl von wiederkehrenden Formelementen versehen werden müssen. Am häufigsten werden dabei Aussparungen, Gewinde, Kiemen und Sicken hergestellt.

Zum Stanzen nutzen wir die Trumatic 500, mit der wir Bleche aus Stahl bis zu einer Stärke von 6 mm und Edelstahl bis 4 mm bearbeiten können. Der Bearbeitungsbereich dieser Maschine beträgt von 1.600 x 8.000 mm. Die Stanzmaschine arbeitet mit einer Presskraft von 22 Tonnen und ist in der Lage, automatisch auf 17 weitere Werkzeuge zuzugreifen und diese bei Bedarf zu wechseln.



Vorteile
Es ist ein sehr zügiges und energiesparendes Verfahren. Da die Bearbeitung rein mechanisch erfolgt, kommt es beim Stanzen zu keiner thermischen Veränderung. Durch die Verwendung von hochwertigen Stanzwerkzeugen ist die Qualität und Maßhaltigkeit der Produkte sehr hoch. Häufige Umrüstzeiten entfallen, da die CNC-Stanze über ein Wechselmagazin verfügt.
Nachteile
Leider kann nicht jede Form gestanzt werden. Bei der Herstellung sind wir an die vorhandenen Stempelformen und -größen gebunden. Mit einer Presskraft von 22 t kommt die Stanze bei einer Stärke von 6 mm an ihr Limit. Aus diesem Grund empfehlen wir bei dickeren Blechstärken die Verwendung unserer Laserschneideanlagen.
Stanzen mit Nachsetzen
Stanzen mit Nachsetzen bedeutet, dass das Werkzeug nach jedem Stanzvorgang nur ein kleines Stück weiter bewegt wird. Das Nachführen des Stempels muss dabei mit geringerer Weite erfolgen, als der Stempel breit ist. So können Kiemen und Sicken sowie Aussparungen in jeder beliebigen Länge hergestellt werden. Durch das Nachsetzen entsteht häufig ein feines Riffelmuster, da jeder Stanzvorgang einen eigenen Abdruck hinterlässt.

Sie haben eine Frage zu unseren Fertigungsmöglichkeiten?
Wir helfen Ihnen gern weiter! Rufen Sie uns an oder schreiben Sie einfach eine E-Mail.
Blech stanzen - Erklärung des Bearbeitungsvorgangs
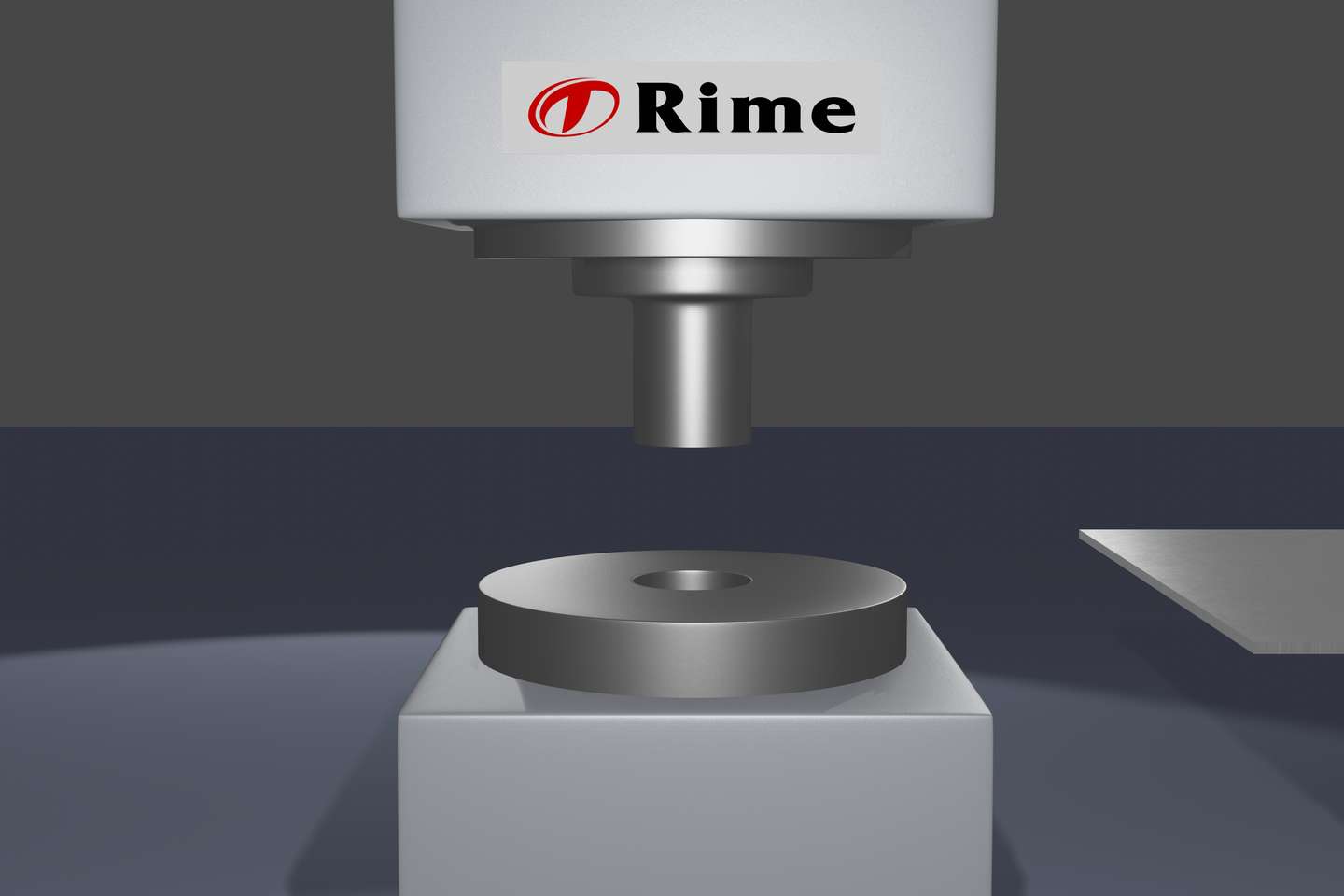
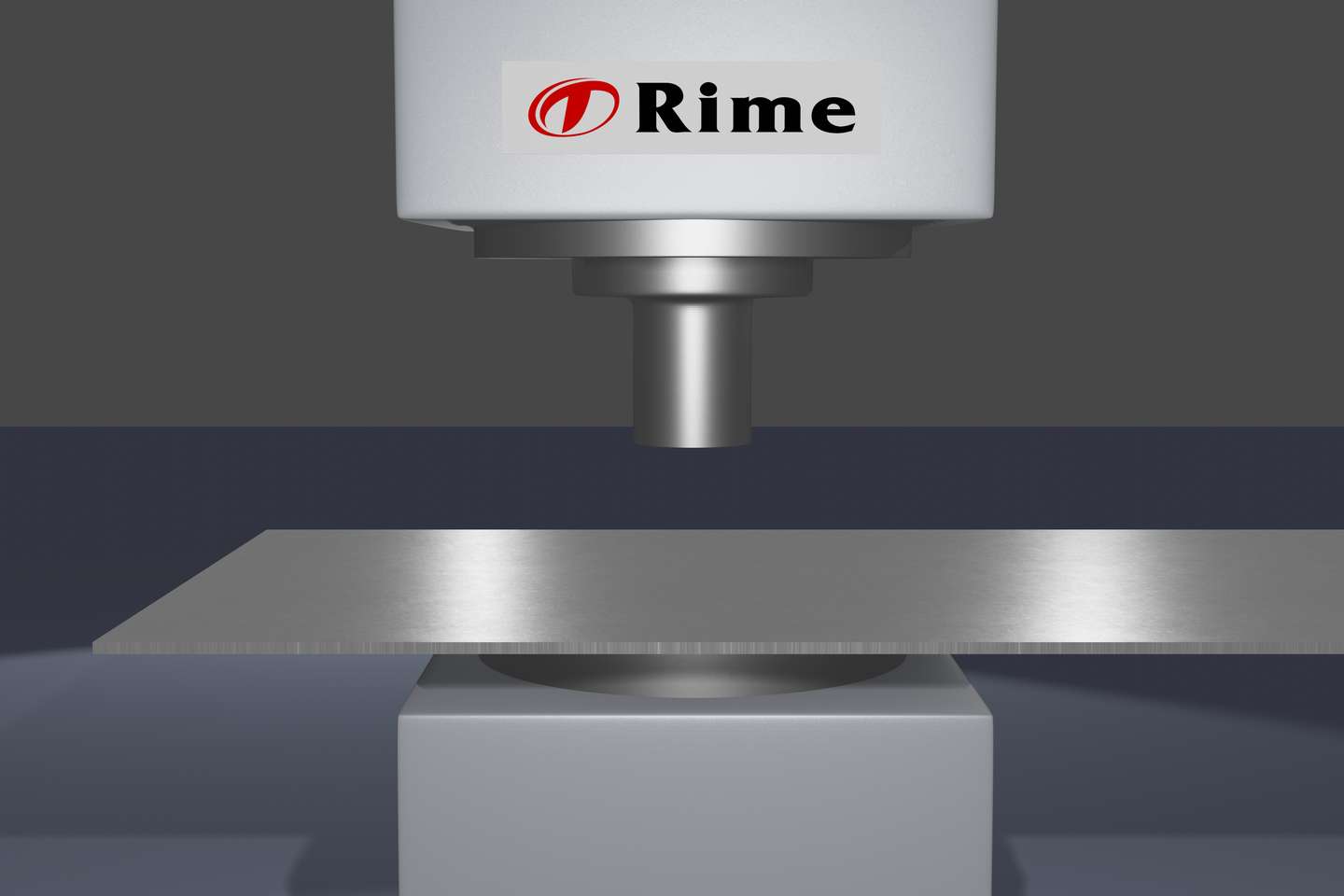
Wenn die Maschine mit den gewünschten Werkzeugen bestückt wurde, wird nun das Blech auf den Maschinentisch gelegt. Die Stanze fixiert die Tafel mit insgesamt sieben Pratzen, mit denen sie das Material auch über den Tisch zur der Position führt, an der das Stanzen beginnen soll.
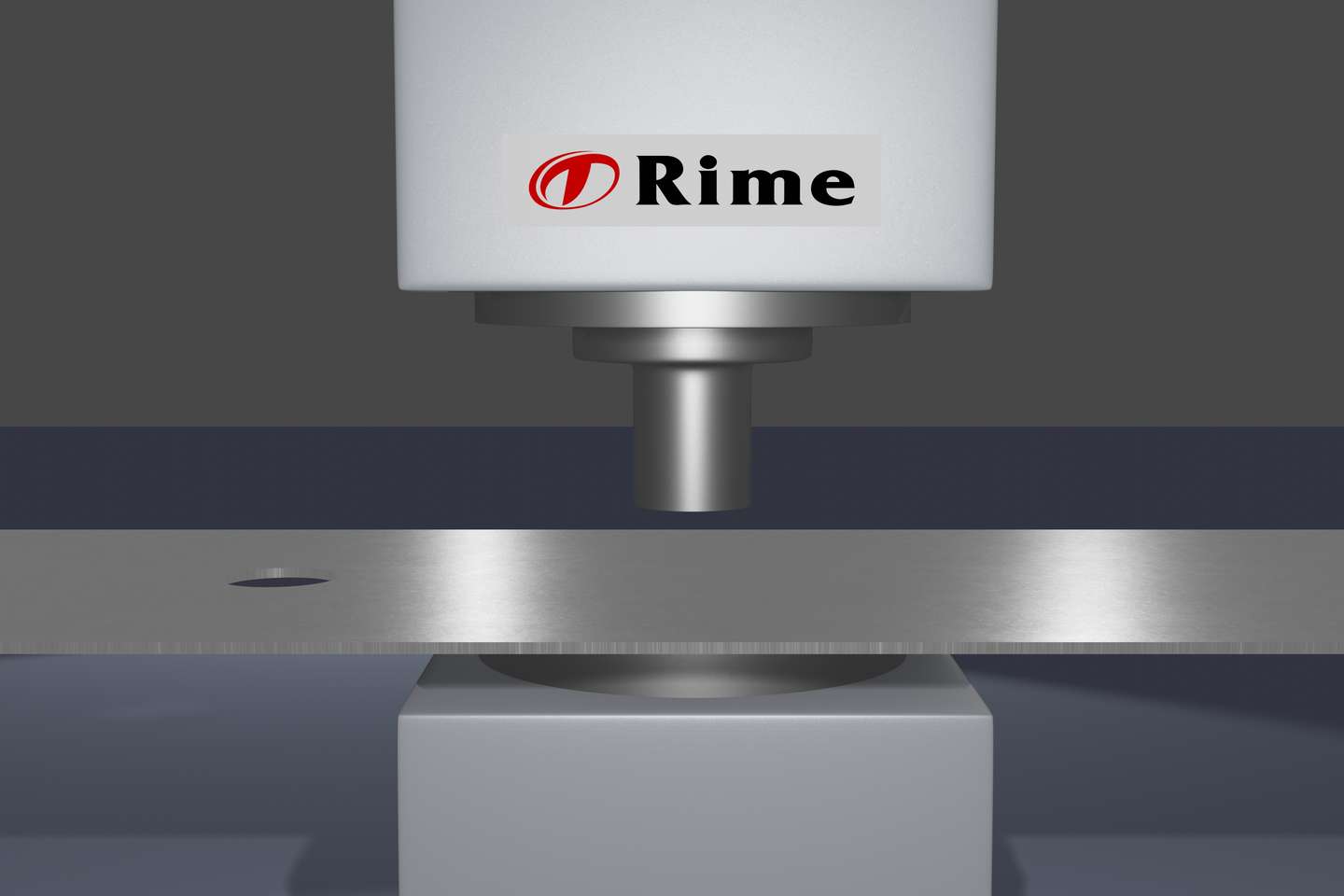
Das Werkstück befindet sich nun zwischen Stempel und Matrize. Nun wird der Stempel mit einer maximalen Presskraft von 22 Tonnen durch das Material gestoßen. Das Unterwerkzeug verhindert, dass sich das Blech beim Stanzen verbiegt. Dieser Vorgang kann beliebig oft wiederholt werden. Je dünner das Blech ist, je schneller kann der Stanzprozess aufgrund des geringeren Kraftaufwandes wiederholt werden.
Die hohe Bearbeitungsgeschwindigkeit ist möglich, weil die Steuerung unserer Stanzmaschine ein Computer übernimmt. Dies bedeutet, dass die Maschine den Befehl erhält eine bestimmte Koordinate anzufahren und an dieser Position, ein gewünschtes Formelement zu stanzen. Ist dies geschehen, bewegt sich das Tool automatisch zur nächsten Koordinate.



Wünschen Sie ein Angebot? - Kein Problem!
Senden Sie uns eine kurze E-Mail mit Ihren Wünschen oder rufen Sie uns an.