1.
Drahtvorschub startet
Der Schweißdraht wird kontinuierlich über Vorschubrollen durch das Schlauchpaket in den Brenner geführt.
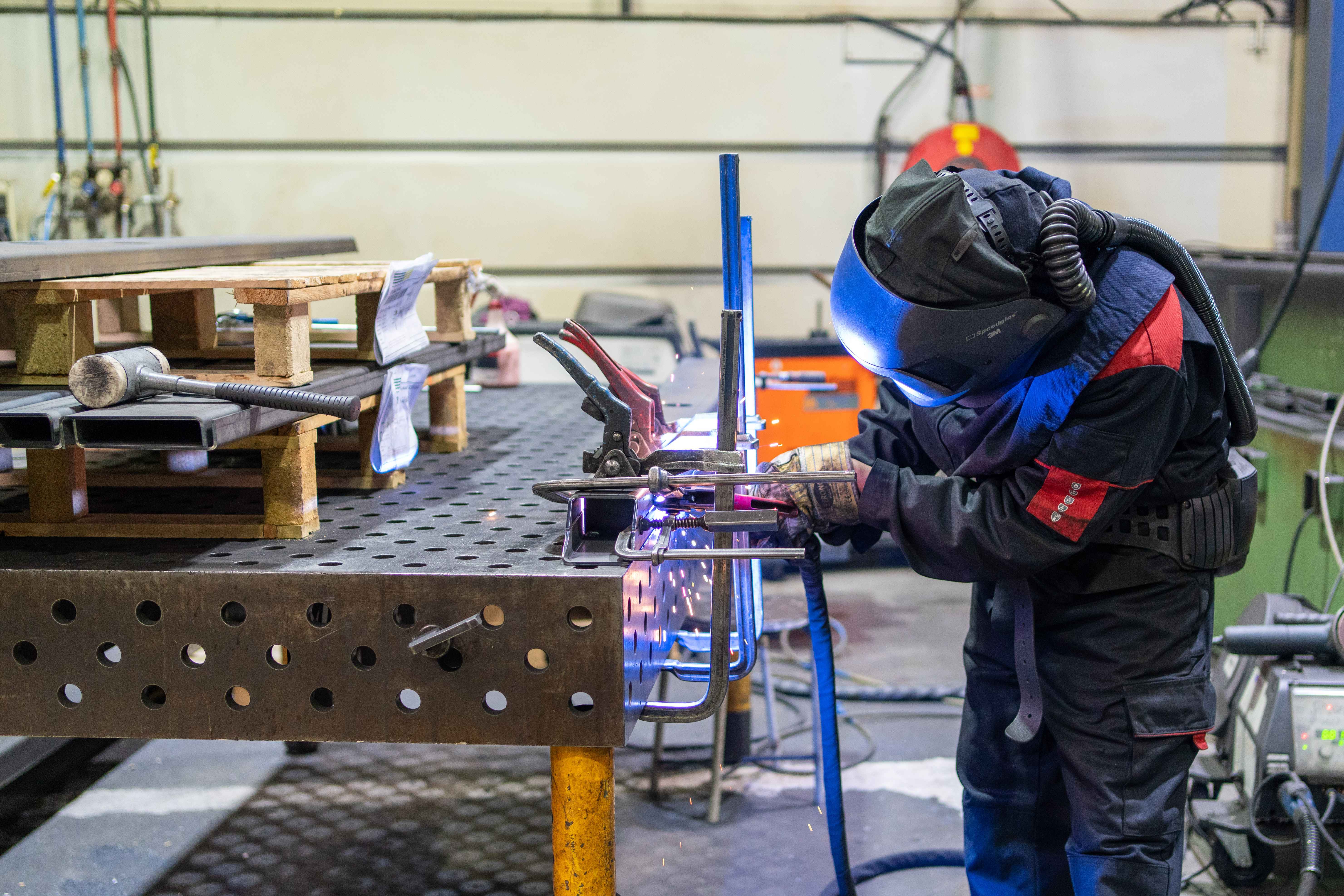
Das Metall-Schutzgasschweißen (MIG/MAG) ist das Rückgrat der modernen Fertigung in Handwerk und Industrie. Die Kombination aus hoher Schweißgeschwindigkeit, kontinuierlicher Drahtzufuhr und exzellenter Eignung für die Robotik macht es zum am häufigsten eingesetzten Verfahren weltweit. In diesem Leitfaden erfahren Sie alles über die Funktionsweise, das Equipment, die Gasauswahl und die Fehlervermeidung, um professionelle Ergebnisse zu erzielen.

MIG-Schweißen (Metal Inert Gas) ist ein Lichtbogenschweißverfahren mit kontinuierlich zugeführtem Draht. Der Draht dient gleichzeitig als Elektrode zur Stromübertragung und als Zusatzmaterial für den Nahtaufbau.
Ein inertes Schutzgas (häufig Argon, teils Helium oder Gasgemische) umhüllt Lichtbogen und Schmelzbad und schützt diese zuverlässig vor dem Sauerstoff der Umgebungsluft.

MAG-Schweißen (Metall-Aktivgas-Schweißen) funktioniert technisch ähnlich wie MIG. Ein kontinuierlich zugeführter Draht schmilzt im Lichtbogen ab und verbindet sich mit dem Grundwerkstoff zur Schweißnaht.
Der entscheidende Unterschied liegt im Schutzgas:
Beim MAG-Schweißen werden aktive Gase eingesetzt – meist CO₂ oder
Argon/CO₂-Mischungen, teilweise mit geringen Sauerstoffanteilen.
Diese beeinflussen den Prozess gezielt und reagieren mit dem Schmelzbad.
Da MIG- und MAG-Schweißen zum gleichen Grundverfahren (Metall-Schutzgasschweißen) gehören, gelten viele Vorteile und Nachteile für beide Prozesse gleichermaßen.
MIG- und MAG-Schweißen bieten ein sehr gutes Verhältnis aus Produktivität, Qualität und Wirtschaftlichkeit. Werden Schutzgas, Parameter und Schweißtechnik korrekt gewählt, zählen sie zu den leistungsfähigsten und vielseitigsten Schweißverfahren in Handwerk und Industrie.
Kontaktieren Sie uns gerne für eine kostenlose Erstberatung oder fragen direkt Sie Ihr individuelles Projekt an.
Der Schweißdraht wird kontinuierlich über Vorschubrollen durch das Schlauchpaket in den Brenner geführt.
Zwischen Drahtspitze und Werkstück entsteht ein elektrischer Lichtbogen.
Der Draht wird zum Zusatzwerkstoff und bildet zusammen mit dem aufgeschmolzenen Grundmaterial das Schmelzbad.
Aus der Gasdüse strömt Schutzgas und verdrängt Luftsauerstoff – das reduziert Oxidation und Porenrisiko.
Durch Bewegung des Brenners wird das Schmelzbad geführt und erstarrt zur Schweißnaht.
Die theoretischen Vorteile von MIG- und MAG-Schweißen entfalten ihr volles Potenzial erst bei korrekt gewähltem Verfahren, passender Gasauswahl und sauber abgestimmten Parametern.
Als Schweißfachbetrieb setzen wir MIG- und MAG-Schweißverfahren gezielt für unterschiedliche Werkstoffe und Bauteilgeometrien ein – zuverlässig, reproduzierbar und anwendungsorientiert.
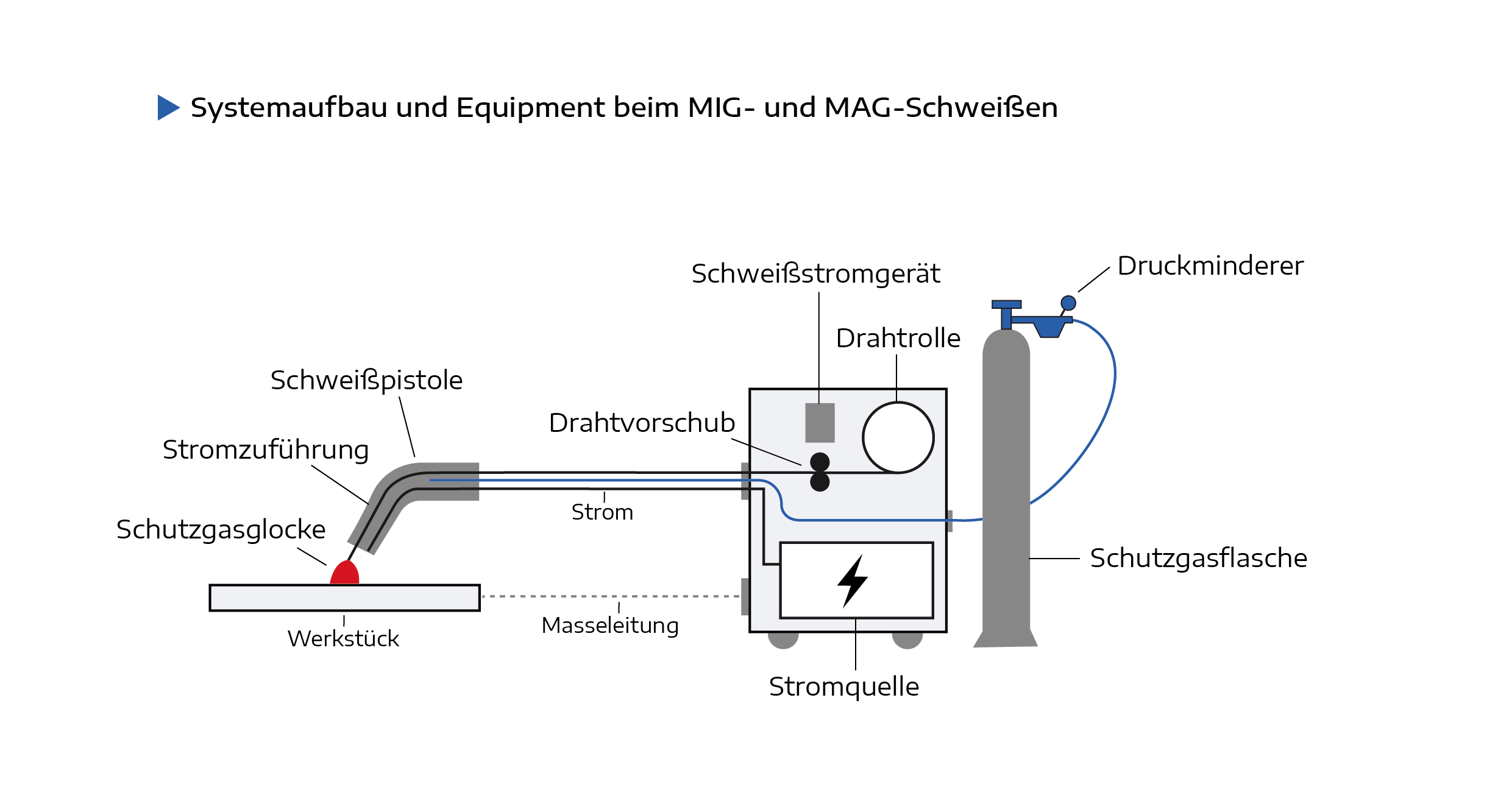
zu unserem SchweißfachbetriebEin MIG/MAG-Schweißsystem besteht aus mehreren aufeinander abgestimmten Komponenten, die gemeinsam einen stabilen Schweißprozess ermöglichen. Der grundsätzliche Aufbau ist bei MIG- und MAG-Schweißen identisch – Unterschiede ergeben sich lediglich beim verwendeten Schutzgas und beim Schweißzusatz.
Wie im Schema dargestellt, setzt sich eine typische MIG/MAG-Schweißanlage aus folgenden Hauptbestandteilen zusammen:
| Komponente | Funktion im Schweißprozess |
|---|---|
| Stromquelle (Schweißgerät) | Liefert den Schweißstrom und regelt Spannung, Stromstärke sowie ggf. Impulsfunktionen |
| Drahtvorschubeinheit | Fördert die Drahtelektrode gleichmäßig vom Drahtspulenträger zum Brenner |
| Schweißdraht (Massiv- oder Fülldraht) | Dient gleichzeitig als Elektrode und Zusatzwerkstoff |
| Schlauchpaket | Führt Strom, Draht und Schutzgas gebündelt vom Gerät zum Brenner |
| Schweißbrenner | Überträgt Strom auf den Draht; formt und lenkt den Lichtbogen |
| Kontaktrohr | Stellt den elektrischen Kontakt zwischen Stromquelle und Drahtelektrode her |
| Gasdüse / Schutzgasglocke | Lenkt das Schutzgas gleichmäßig um Lichtbogen und Schmelzbad |
| Schutzgasflasche mit Druckminderer | Versorgt den Prozess mit MIG- oder MAG-Schutzgas in definierter Menge |
| Massekabel und Masseklemme | Schließen den Stromkreis über das Werkstück |
| Werkstück | Das zu verschweißende Bauteil |
Beim MIG-Schweißen werden inert wirkende Gase genutzt, typischerweise:
Wichtig: Inerte Gase reagieren nicht mit dem Schmelzbad – das ist besonders bei NE-Metallen entscheidend.
Beim MAG-Schweißen kommen aktive Gase bzw. Gemische zum Einsatz, typischerweise:
Wind und Zugluft sind bei MIG und MAG kritisch, weil schon kleine Luftbewegungen das Schutzgas vom Schmelzbad wegdrücken können. Für Außenbereiche brauchen Sie Windschutz oder geeignete Alternativen/Schutzmaßnahmen.
Kontaktieren Sie uns gerne für eine kostenlose Erstberatung oder fragen direkt Sie Ihr individuelles Projekt an.
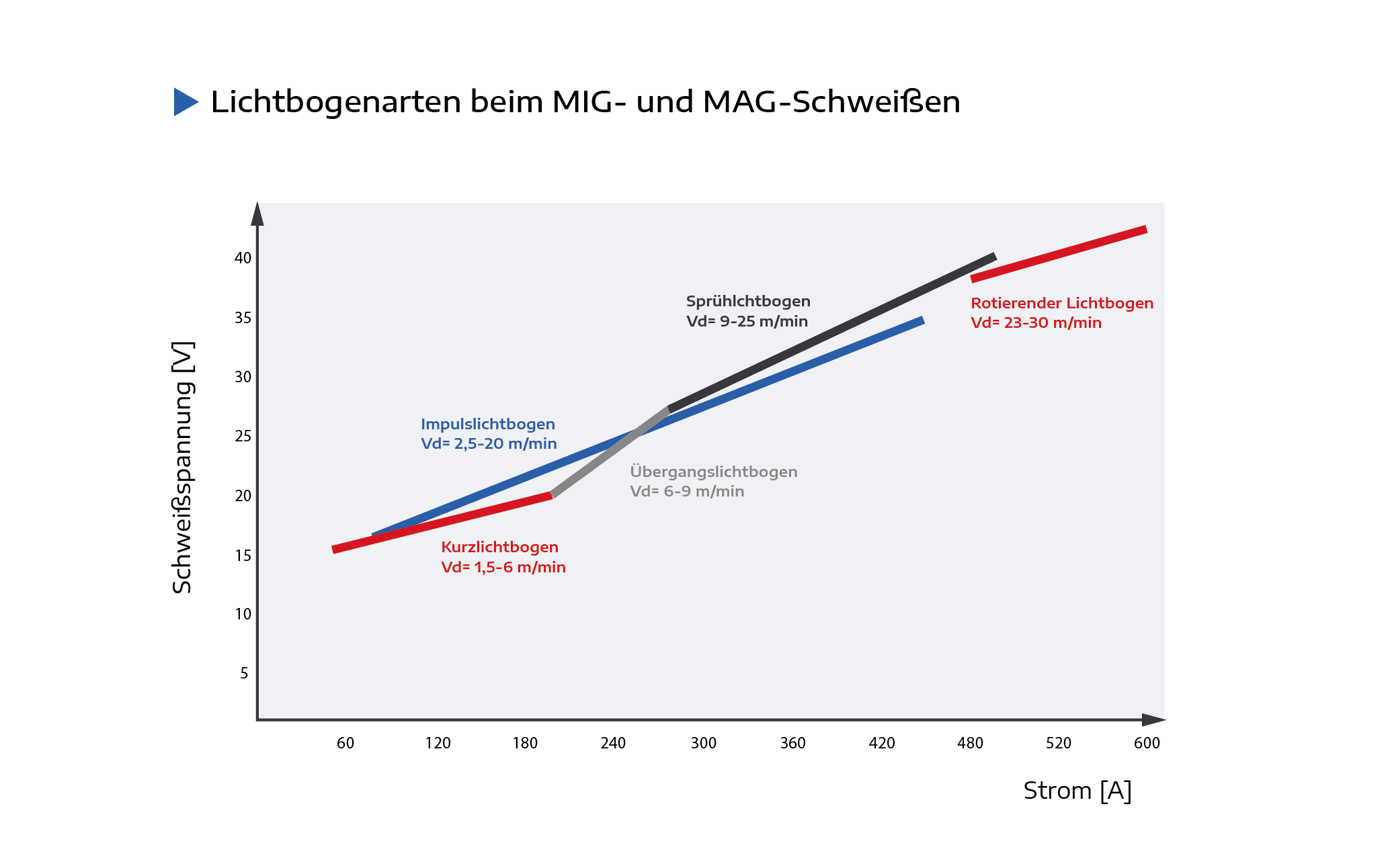
Beim MIG/MAG-Schweißen entstehen unterschiedliche Lichtbogenarten, abhängig von Schweißspannung, Schweißstrom und Drahtvorschubgeschwindigkeit. Diese Parameter bestimmen, wie der Werkstoff vom Draht in das Schmelzbad übergeht und wie stabil der Prozess abläuft:
| Lichtbogenart | Beschreibung |
|---|---|
Kurzlichtbogen |
|
Übergangslichtbogen |
|
Sprühlichtbogen |
|
Impulslichtbogen |
|
Rotierender/Hochleistungslichtbogen |
|
Wenn beim MIG- oder MAG-Schweißen vermehrt Spritzer auftreten oder der Prozess instabil wirkt, liegt die Ursache häufig im Übergangslichtbogen. Der Wechsel in einen Impuls- oder klaren Sprühlichtbogenbereich – in Kombination mit passender Gaswahl – führt oft zu deutlich besseren Ergebnissen.
Der Abstand zwischen Kontaktrohrspitze und Werkstück beeinflusst maßgeblich:
Ein zu großer Abstand kann den Prozess instabil machen, ein zu kleiner erschwert die Kontrolle und erhöht das Risiko von Störungen.
Zu wenig Gas begünstigt Poren und Oxidation, zu viel Gas kann Verwirbelungen erzeugen.
Ziel ist ein stabiler Gasstrom, abgestimmt auf Düse, Position und Umgebung.
Kontaktieren Sie uns gerne für eine kostenlose Erstberatung oder fragen direkt Sie Ihr individuelles Projekt an.
Welche Variante besser ist, hängt von Material, Position, Lichtbogenart und Ziel (Einbrand vs. Optik) ab. Wichtig ist, dass Sie gleichmäßig arbeiten.
MIG/MAG ist sehr vielseitig und wird häufig eingesetzt in:
Geeignete Materialien (typisch):
Bolzenschweißen ist ein Verfahren, welches wir neben MIG-, MAG-, WIG-Schweißen zu Herstellung von Baugruppen anwenden.
WeiterlesenSchweißverfahren, die Materialien mittels Lichtbogen aufschmelzen, werden als Lichtbogenschweißen bezeichnet.
WeiterlesenPunktschweißen ist eine praktische und zeitsparende Methode, um zwei Werkstücke dauerhaft miteinander zu verbinden.
Weiterlesen

