Schneidgas Sauerstoff und Stickstoff beim Laserschneiden – Bedeutung und Auswahl
Beim Laserschneiden ist nicht nur der Laserstrahl selbst entscheidend für ein sauberes Ergebnis – auch das verwendete Schneidgas hat großen Einfluss auf die Qualität und Effizienz des Prozesses. Je nach Material kommen unterschiedliche Gase zum Einsatz, die den Schnitt gezielt unterstützen. Sie helfen, geschmolzenes Material aus der Schnittfuge zu entfernen, reduzieren thermische Verformungen und beeinflussen das Erscheinungsbild der Schnittkante.
In diesem Beitrag erklären wir, welche Schneidgase typischerweise verwendet werden, wie sie wirken und worauf es bei der Auswahl ankommt. So wird deutlich, warum die richtige Gaswahl ein zentraler Faktor für präzise und wirtschaftliche Ergebnisse beim Laserschneiden ist.

Sauerstoff – ideal für dicke Stahlteile und schnelle Schnitte
Sauerstoff zählt zu den reaktiven Schneidgasen. Während des Laserschneidens reagiert es mit dem Metall und löst eine chemische Reaktion aus, die zusätzliche Wärme freisetzt. Diese sogenannte Oxidation verstärkt die Wirkung des Laserstrahls und macht den Prozess effizienter. Vor allem bei stärkeren Stahlblechen ermöglicht diese zusätzliche Energie einen zügigen und leistungsstarken Schnitt. Gleichzeitig entsteht jedoch eine dunkle Oxidschicht an der Schnittkante, die je nach Anforderung entfernt werden muss.

Geeignet für
- Alle gängigen Stahlsorten ab 1 mm Materialstärke
- Sowohl legierte als auch unlegierte Stähle
- Hochfeste und walzblaugeglühte Stähle (z. B. S355MC, S700MC, CorTen A, RAEX 400)
Vorteile
- Hohe Schnittgeschwindigkeit – bis zu 30 % schneller als mit Stickstoff
- Weniger Energieaufwand durch geringeren Gasdruck (0,5 bis 1 Bar)
- Besonders wirtschaftlich bei großen Materialstärken
- Robuste Schnittqualität bei allen Stahlarten
Mögliche Nachteile
- Reaktion mit dem Material erzeugt Oxid – die Schnittkante wird dunkel verfärbt
- Oxidschicht kann die Haftung von Lack, Beschichtung oder Schweißnaht beeinträchtigen
- Meist ist eine Nachbehandlung erforderlich (z. B. Schleifen, Bürsten, chemisches Reinigen)
- Nicht für Edelstahl oder Aluminium geeignet
Stickstoff – für präzise, saubere Schnitte ohne Oxidbildung
Stickstoff ist ein reaktionsträges Schneidgas, das beim Laserschneiden nicht mit dem Metall reagiert. Da keine Oxidation stattfindet, bleiben die Schnittkanten in der Regel hell, sauber und unverfärbt. Allerdings können insbesondere am Anschnitt und bei sehr kleinen Konturen Anlassfarben auftreten, die sich teilweise nicht vermeiden lassen.
Das macht Stickstoff besonders geeignet für Bauteile, die anschließend geschweißt, beschichtet oder lackiert werden. Auch die Gratbildung ist in der Regel minimal, was den Nachbearbeitungsaufwand reduziert. Bei dicken Blechen ab etwa 15 mm muss jedoch dennoch mit Grat gerechnet werden.

Geeignet für
- Edelstahl in allen gängigen Materialstärken.
- Aluminium in allen gängigen Blechdicken; bei Folienblech wird die Folie zuvor abgedampft.
- Verzinkte oder beschichtete Stahlbleche (z. B. Sendzimir, Zincor).
- Baustahl bis etwa 8 mm; bei den neuen Fiber-Lasern bis zu 25 mm.
Vorteile
- Schnittkanten bleiben blank und frei von Oxidschichten
- Sehr hohe Genauigkeit, ideal für filigrane Geometrien
- Kaum Gratbildung oder Wärmeeinfluss
- Wenig bis gar keine Nacharbeit erforderlich
- Optimal für Sichtteile und nachgelagerte Prozesse wie Lackieren oder Schweißen
Mögliche Einschränkungen
- Schnittgeschwindigkeit ist in der Regel geringer als beim Einsatz von Sauerstoff; Fiber‑Laser sind hier eine Ausnahme.
- Erfordert hohen Gasdruck und größere Stickstoffmengen (bis zu 30 bar / 120 m³/h).
- Bei dickeren Stählen oft wirtschaftlich nicht sinnvoll.
Die richtige Wahl des Schneidgases – Stickstoff oder Sauerstoff?
Die Auswahl des passenden Schneidgases richtet sich nach dem Material, seiner Oberflächenbeschaffenheit und der Blechdicke. Nicht alle Metalle lassen sich mit beiden Gasen gleichermaßen wirtschaftlich und prozesssicher schneiden. Stickstoff liefert saubere, oxidfreie Kanten und eignet sich besonders für feine, weiterzuverarbeitende Teile. Sauerstoff hingegen ist die richtige Wahl, wenn dicke Stahlbleche effizient getrennt werden müssen.
Die nachfolgende Tabelle zeigt, bei welchen Materialien Stickstoff oder Sauerstoff verwendet wird:
Edelstahl & Aluminium

Beschichtete / verzinkte Stähle

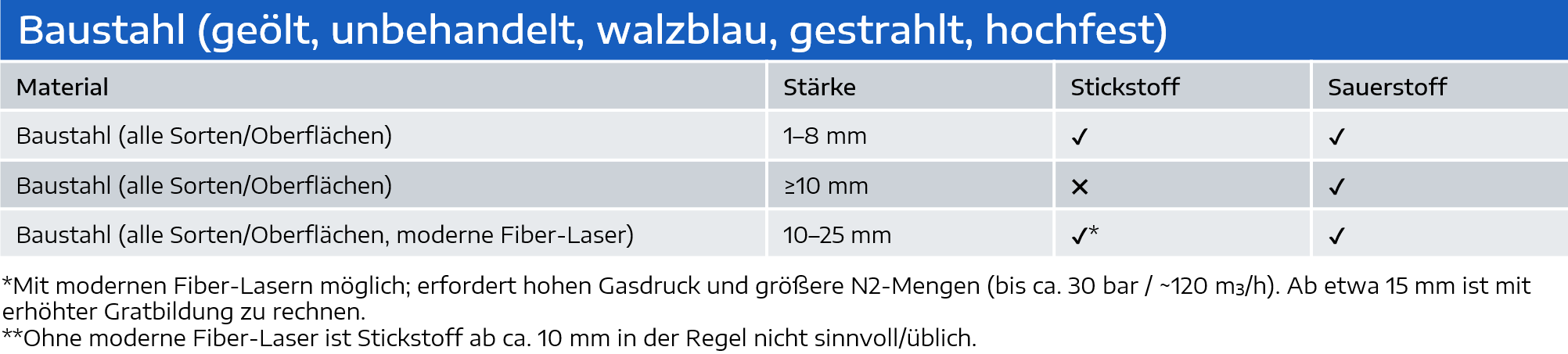
Baustahl (geölt, unbehandelt, walzblau, gestrahlt, hochfest)
Entscheidend ist die Blechdicke, nicht die Sorte oder der Oberflächenzustand.
Gilt für u. a. S235JR, S355MC, S420MC, S700MC, CorTen A, RAEX 400.
Benötigen Sie weitere Informationen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Welche Reinheitsgrade sind bei Schneidgasen üblich – und warum sind sie wichtig?
Die Reinheit des eingesetzten Schneidgases hat direkten Einfluss auf die Qualität des Schnitts, insbesondere bei empfindlichen Materialien oder sichtbaren Schnittkanten. Sie ist jedoch nicht in allen Fällen gleich entscheidend – denn je nach Material und Einsatzzweck können unterschiedliche Qualitäten ausreichend oder sogar notwendig sein.
Stickstoff
Die Standardreinheit 4.5 (99,995 %) ist für die meisten Aufgaben ausreichend. Nur bei optisch anspruchsvollen oder weiterzuverarbeitenden Materialien sind höhere Reinheiten sinnvoll.
Sauerstoff
Höhere Reinheit (z. B. 3.5) kann bei dünnem Material und schwachen Lasern die Effizienz steigern – ist aber nicht in jeder Anwendung wirtschaftlich.
Stickstoff: Reinheit je nach Material und Anspruch
Bei Stickstoff ist weniger der absolute Reinheitsgrad ausschlaggebend als die Art der möglichen Verunreinigungen. Insbesondere Feuchtigkeit und Kohlenwasserstoffe gelten als kritisch, da sie die Schnittqualität negativ beeinflussen können.
- Standardqualität: 4.5 (entspricht 99,995 % Reinheit), also maximal 5 ppm Verunreinigungen
- Diese Qualität reicht für die meisten Schneidanwendungen völlig aus und gilt als sicher im Einsatz.
- Die Anforderungen steigen, wenn das Material nachbehandelt wird oder die optische Qualität der Schnittkante besonders wichtig ist.
- Gleichzeitig kann eine geringere Reinheit die Betriebskosten deutlich senken, wenn keine hohen Anforderungen vorliegen.
Sauerstoff: Je reiner, desto effizienter – aber nicht immer notwendig
Sauerstoff reagiert aktiv mit dem Material (exotherme Reaktion) und beeinflusst damit die Schnittleistung. Eine höhere Reinheit sorgt hier spürbar für bessere Schnittergebnisse – vor allem bei feinen Anwendungen.
- Standard-Sauerstoff: Qualität 2.5 (99,5 % Reinheit)
- Optimale Qualität für feine Arbeiten: 3.5 (99,95 %)
- Für sehr dünnen Stahl (z. B. < 1 mm) und Laser mit geringer Leistung (1–2 kW) kann eine höhere Reinheit die Schneidleistung um bis zu 10 % verbessern.
- In allen anderen Fällen bleibt der Vorteil gering, und der höhere Preis der hochreinen Gase lohnt sich nicht immer.
Bei Rime arbeiten wir durchgängig mit einer festen Gasqualität (z. B. N2 4.5 = 99,995 %). Ein Wechsel zwischen unterschiedlichen Reinheitsgraden ist in der Produktion nicht vorgesehen. Für die Schnittqualität sind vor allem Restfeuchte und Kohlenwasserstoffe kritisch; unsere Gasversorgung ist entsprechend getrocknet und gefiltert. Gleiches gilt analog für den eingesetzten Sauerstoff (feste Qualität, keine Auswahl).
Nehmen Sie jetzt mit uns Kontakt auf!

Siehe auch
Blechabwicklung
So berechnen Sie die Blechabwicklung korrekt – mit Methoden, Formeln & Tipps für Praxis und CAD für präzise Zuschnitte.
Weiterlesen