Schwenkbiegen von Blechen: Formgenau, sauber und vielseitig
Beim Schwenkbiegen formen wir Bleche unterschiedlichster Materialien präzise und ohne sichtbare Abdrücke. Unsere modernen Schwenkbiegemaschinen ermöglichen exakte Rundungen, gleichmäßige Biegeradien und komplexe Geometrien. Ob filigrane Biegeteile, Schalen oder Profile mit mehrfachen Biegungen: Wir fertigen Ihre Bauteile effizient, maßgenau und mit hohem Anspruch an Oberflächenqualität.
Mit Biegelängen bis zu 4.000 mm und Materialstärken bis 4 mm (abhängig vom Werkstoff) bieten wir Ihnen ein breites Anwendungsspektrum – von Einzelstücken bis hin zu Serien. Auch Rundungen lassen sich realisieren. Dabei entstehen durchgängig gleichmäßige Radien – ganz ohne sichtbare Stufen oder Übergänge.
Vertrauen Sie auf modernste Technik, saubere Ergebnisse und langjährige Fertigungserfahrung.

Modernster Maschinenpark
Für präzise Schwenkbiegearbeiten setzen wir auf moderne Maschinen, die zuverlässig gleichbleibende Ergebnisse liefern – selbst bei langen Biegeteilen oder komplexen Formen. Nachfolgend erhalten Sie einen Überblick über die wichtigsten Leistungsmerkmale unserer Anlage.
Schwenkbiegemaschine XXL
- Arbeitslänge: bis 4.000 mm
- Maximale Blechstärke: 4,0 mm (Stahl, 400 N/mm2)
- Maximale Öffnungshöhe: 600 mm
- Biegewinkel: bis 45°
- Präzision: ± 0,05 mm
- Motorische oder manuelle Bedienung möglich
- CNC-Steuerung für schnelle und exakte Biegeprogramme
- Zwei austauschbare Biegeschienen (15 mm / 30 mm)

Direkt Schwenkbiege-Projekt anfragen!

Produktbeispiele unserer Fertigung
Das Schwenkbiegen eignet sich ideal für lange, dünnwandige Blechteile, bei denen präzise Kanten und eine hochwertige Oberfläche gefragt sind.
Typische Anwendungsbereiche sind unter anderem Gerätegehäuse, Maschinenverkleidungen, Schaltschränke sowie Verkleidungspaneele für Fassaden, Türen und Trennwandsysteme. Auch beschichtete Profile für den Ladenbau, Wandverkleidungen und hochwertige Küchenausstattung für Gastronomie und Cateringunternehmen lassen sich zuverlässig und kratzerfrei realisieren.
Dank der geringen Reibung beim Umformen bleibt die Oberfläche selbst bei empfindlichen Materialien wie Edelstahl oder lackierten Blechen unbeschädigt – ein klarer Vorteil bei Bauteilen mit gestalterischem Anspruch.
Sehen Sie nachfolgend die vielfältigen Schwenkbiegemöglichkeiten, die wir in unserem Werk realisieren.





Welches Material wollen Sie schwenkbiegen lassen?
Beim Schwenkbiegen verarbeiten wir eine Vielzahl von Blechen – von klassischem Stahl über Edelstahl bis hin zu Aluminium. Auch beschichtete, lackierte oder strukturierte Oberflächen lassen sich dank des schonenden Biegevorgangs problemlos formen.

Stahl
mit Maximalgrößen bis:
4.000 x 2.000 mm
einer Maximaldicke von:
bis 4 mm.
und folgenden Materialtypen:
- S235JR 1.0038
- S355J2 1.0577
- S355MC 1.0976
- S700MC 1.8974
- DC01 1.0330
- DD11 1.0332
- Hardox 450

Edelstahl
mit Maximalgrößen bis:
4.000 x 2.000 mm
einer Maximaldicke von:
bis 3 mm.
und folgenden Materialtypen:
- 1.4301 X5CrNi18-10 (V2A)
- 1.4404 X2CrNiMo17-12-2 (V4A)
- 1.4541 X6CrNiTi18-10 (V2A)
- 1.4571 X6CrNiMoTi17-12-2 (V4A)

Aluminium
mit Maximalgrößen bis:
4.000 x 2.000 mm
einer Maximaldicke von:
bis 4 mm.
und folgenden Materialtypen:
- EN AW-5754 3.3535 AlMg3
- EN AW-5005A 3.3315 AlMg1
- EN AW-6082 3.3547 AlMg4,5Mn
- EN AW-3005 3.0525 AlMg1Mg0,5 H44
- EN AW-6060 3.3206
Welches Blech beim Schwenkbiegen zum Einsatz kommt, richtet sich nach der konkreten Anwendung. Edelstahl ist ideal für hygienische oder chemisch belastete Umgebungen, Aluminium punktet durch geringes Gewicht – etwa bei mobilen Bauteilen – und verzinkter Stahl eignet sich besonders für witterungsbeständige Konstruktionen. Auch Riffel- und Lochbleche lassen sich problemlos bearbeiten.
Weitere Informationen oder direkt Anfrage stellen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Darum Rime
Schnelle, zuverlässige Umsetzung
Dank automatisierter Prozesse, eingespielter Abläufe und moderner Fertigungstechnologie setzen wir Ihre Schwenkbiegeprojekte zügig und verlässlich um. Egal ob Einzelteil oder Serie – unsere Produktion ist flexibel und leistungsstark aufgestellt.
Höchste Präzision bei jeder Biegung
Mit CNC-gesteuerten Maschinen, digitaler Programmierung und intelligenter Spanntechnik fertigen wir exakte Biegeteile – maßgenau, wiederholbar und mit sauberer Kantenqualität. Auch bei anspruchsvollen Materialien sorgen wir für konstant hohe Ergebnisse.
Vielseitige Lösungen für individuelle Anforderungen
Ob komplexe Geometrien, empfindliche Oberflächen oder spezielle Bauteilformen: Wir entwickeln gemeinsam mit Ihnen die optimale Fertigungslösung – technisch durchdacht, wirtschaftlich sinnvoll und exakt auf Ihren Bedarf zugeschnitten.
Termintreue und partnerschaftliche Zusammenarbeit
Unsere Prozesse sind auf Planbarkeit und Zuverlässigkeit ausgelegt. Mit verbindlichen Lieferzeiten, transparenter Kommunikation und persönlicher Betreuung begleiten wir Ihr Projekt von Anfang bis Abschluss – effizient, strukturiert und lösungsorientiert.
Was versteht man unter Schwenkbiegen und wie funktioniert es?
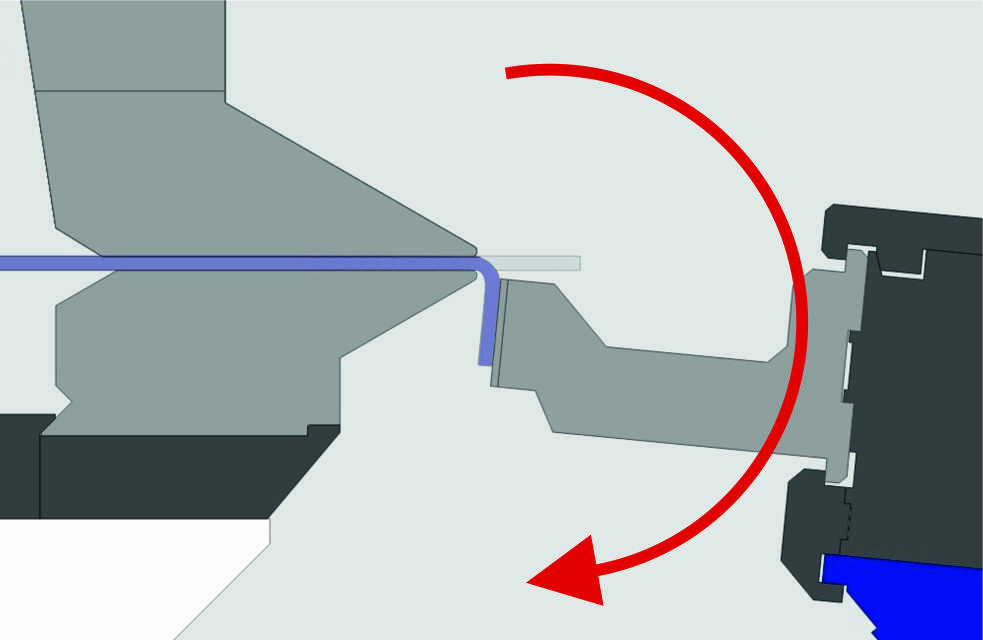
Das Schwenkbiegen ist ein Verfahren der Biegeumformung, bei dem Bleche durch eine schwenkende Bewegung präzise in den gewünschten Winkel gebracht werden. Das Werkstück wird dazu zwischen Ober- und Unterwange eingespannt. Anschließend schwenkt eine Biegewange um einen festen Drehpunkt – je nach Maschinenausführung nach oben oder unten – und bringt das Material in Form.
Typische Biegewinkel liegen zwischen 179° und 45°. Bei Maschinen mit Doppelbiegefunktion kann in beide Richtungen gearbeitet werden, wodurch auch komplexe Geometrien ohne Umsetzen des Bauteils möglich sind. Moderne Anlagen mit sogenannter Up-Down-Technik führen Biegungen in beide Richtungen innerhalb eines Arbeitsschritts aus – das spart Zeit, vereinfacht die Handhabung und steigert die Produktivität.
Da das Blech während des gesamten Prozesses auf dem Maschinentisch liegt und nicht manuell gestützt werden muss, lassen sich auch große oder schwere Formate von einer Person sicher und ergonomisch bearbeiten.
Abkanten in der Abwärtsbewegung der Biegewange
Folgebiegung durch die Aufwärtsbewegung des Werkzeuges
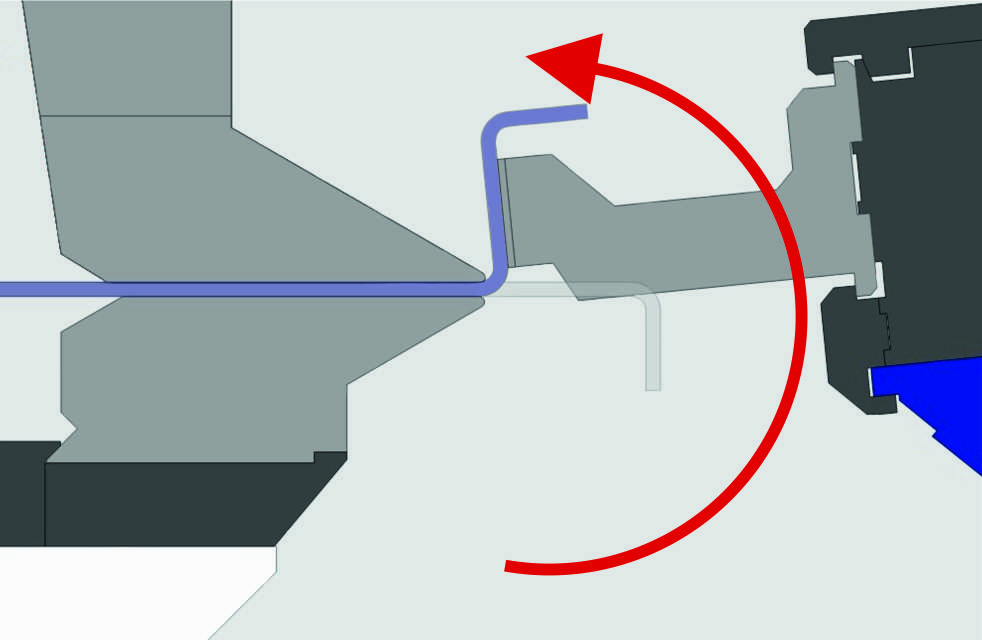
Auch bei wechselnden Bauteilgeometrien bleibt unsere Technik flexibel: Dank Up-Down-Technologie ist Biegen in beide Richtungen ohne Umsetzen möglich. Das spart Zeit, reduziert Handlingsaufwand und erleichtert die Fertigung komplexer Kantteile.
Ein Vakuum-Spannsystem fixiert das Blech dabei exakt auf dem Maschinentisch, sodass selbst große oder dünne Werkstücke präzise positioniert werden können. Kurze Schenkel, gleichmäßige Radien und funktionale Sicken lassen sich ebenso problemlos umsetzen wie empfindliche oder beschichtete Materialien – und das alles ohne sichtbare Abdrücke oder zusätzlichen Werkzeugwechsel.
Weitere Informationen oder direkt Anfrage stellen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Schwenkbiegen oder Gesenkbiegen – Vergleich der Verfahren
Schwenkbiegen und Gesenkbiegen zählen zu den wichtigsten Verfahren der Blechumformung. Beide Methoden bieten spezifische Vorteile – je nach Bauteil, Material und Anforderung. Momentan liegt der einzige Nachteil des Schwenkbiegens in der Höchstlänge von 4.000 mm und einer maximalen Blechdicke von 4 mm. Alle Abkantungen von längeren Blechen oder dickeren Materialstärken müssen durch Gesenkbiegen erfolgen.
Nachfolgend ein Überblick der wichtigsten Unterschiede:
1. Verfahren und Biegeablauf
Schwenkbiegen
- Das Blech liegt flach auf dem Maschinentisch.
- Es wird durch Ober- und Unterwange fixiert.
- Die Biegewange schwenkt je nach Richtung nach oben oder unten.
- Das Bauteil bleibt während des gesamten Vorgangs auf der Maschine liegen.
Beim Schwenkbiegen bewegt sich das Biegewerkzeug um eine Drehachse, wobei das Blech gebogen wird. Hier entstehen keine Abdrücke und die Biegeschritte sind kaum sichtbar. Diese Radien sind qualitätiv höherwertiger.
Gesenkbiegen
- Das Blech wird in die Presse eingelegt, meist außerhalb der Maschine.
- Der Bediener hält und führt das Werkstück während des Biegens.
- Das Biegen erfolgt durch eine lineare Bewegung.
- Bauteil muss gehalten, geführt und ggf. angehoben werden.
Beim Gesenkbiegen wird das Blech durch ein Werkzeug in eine Matrize gepresst. Die Herstellung von Radien erfolgt in mehreren Biegeschritten, wobei die Abdrücke deutlich sichtbar sind.

2. Materialstärke und Bauteilgröße
Schwenkbiegen
- Geeignet für Bleche bis ca. 4 mm Stärke (Stahl) und bis 4.000 mm Länge.
- Optimal für dünnwandige und empfindliche Bauteile.
Gesenkbiegen
- Auch für größere Längen und stärkere Materialien einsetzbar.
- Vorteilhaft bei massiven oder sehr großen Werkstücken
3. Oberflächenschutz und empfindliche Materialien
Schwenkbiegen
- Ideal für beschichtete, lackierte oder strukturierte Oberflächen.
- Keine sichtbaren Druckspuren oder Kratzer.
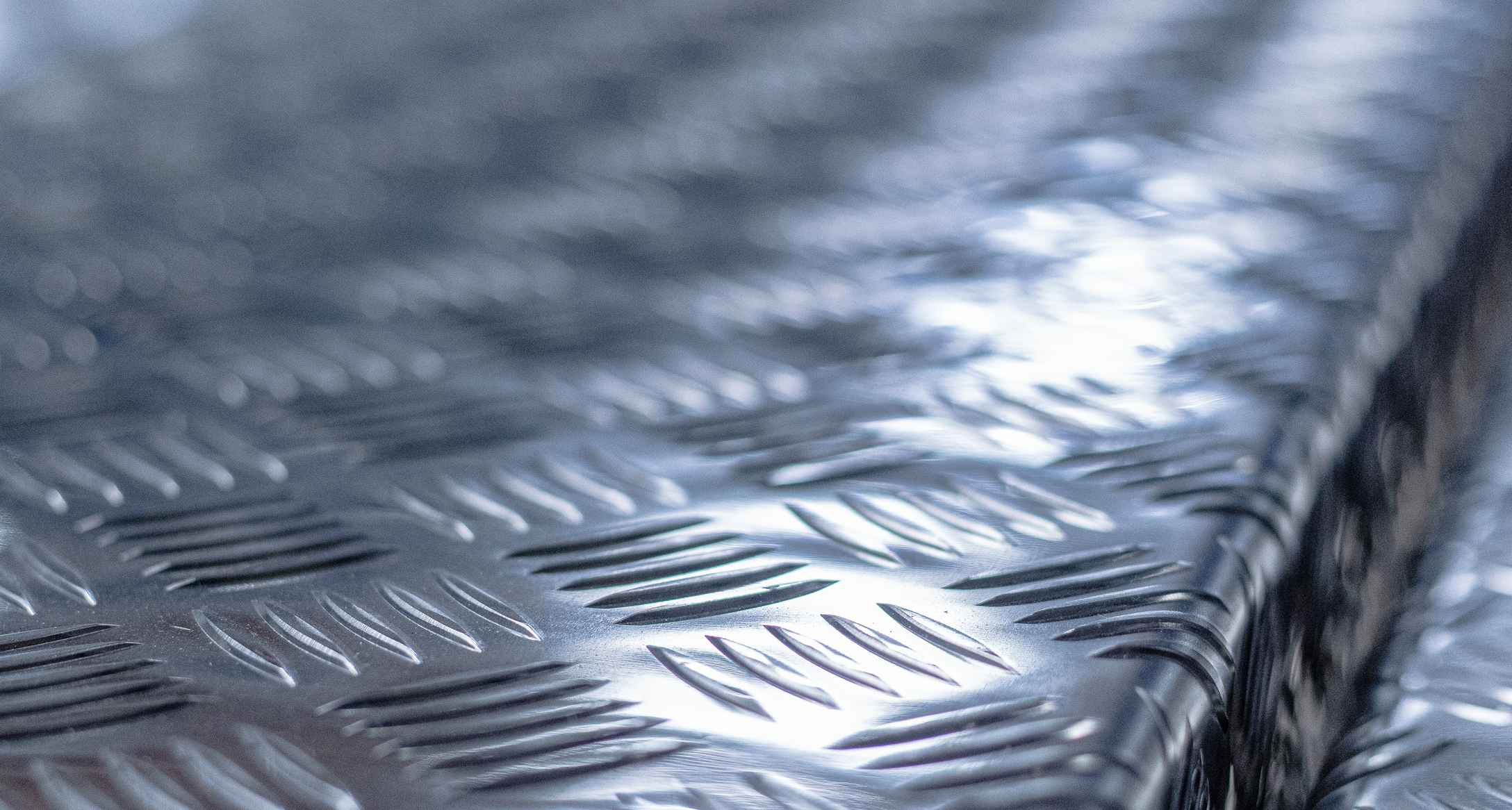
Da beim Schwenkbiegen keine Biegewerkzeuge eingesetzt werden, können Tränenbleche ohne Abdrücke umgeformt werden.
Gesenkbiegen
- Das Blech wird über die Werkzeugkanten gezogen.
- Höhere Reibung und Gefahr von Kratzern auf Sichtflächen, daher mit Folie arbeiten.
Beim Gesenkbiegen können durch die Biegewerkzeuge starke Abdrücke auf der Oberfläche von Tränenblechen entstehen.


4. Radien, Umschläge und Lochungen
Schwenkbiegen
- Große Radien durch Stufenbiegen realisierbar.
- Hohlumschläge ohne Sonderwerkzeuge möglich.
- Bohrungen und Aussparungen können näher an der Biegelinie sein als beim Gesenkbiegen.
Gesenkbiegen
- Radien mit vielen Biegeschritten schwer umsetzbar.
- Umschläge oft nur mit zusätzlichem Opferblech machbar.
- Bohrungen und Aussparungen nahe der Biegekante können sich verziehen


Weitere Informationen oder direkt Anfrage stellen?
Kontaktieren Sie uns gerne für eine Beratung oder fragen direkt Sie Ihr individuelles Projekt an.
Alle Vorteile des Schwenkbiegens auf einen Blick
- Bohrungen und Aussparungen bleiben nahezu unverändert
- Beschichtete und empfindliche Oberflächen bleiben kratzerfrei
- Lochbleche und strukturierte Bleche lassen sich exakt formen
Einsatzbereiche und Branchen
Durch unsere langjährige Erfahrung in der Blechbearbeitung kennen wir die spezifischen Anforderungen verschiedenster Branchen genau. Ob funktionale Bauteile oder optisch anspruchsvolle Lösungen – wir fertigen für zahlreiche Anwendungsfelder passgenau und zuverlässig.
Bauindustrie

Elektrotechnik und Elektroindustrie

Maschinenbau

Lebensmittelindustrie

Chemische Industrie

Sonderfahrzeugbau

Weitere relevante Bearbeitungsverfahren
Sehen Sie nachstehend andere Metallbearbeitungsverfahren, die ebenso für Sie relevant sein könnten:

Abkanten
Laserteile können im Anschluss abgekantet werden. Dies können wir bis zu einer Länge von
16 m realisieren.

Laserschneiden
Mit unseren Hochleistungsanlagen schneiden wir Stahl, Edelstahl und Aluminium präzise und effizient. Dabei können wir Blechformate bis zu 16.000 x 4.000 mm bearbeiten – ideal für Einzelstücke, Prototypen und Serienfertigung.
Zum Laserschneiden →
Weitere Verfahren
Hier finden Sie die
Übersicht unserer
Blechbearbeitungs-
Verfahren.
Fragen Sie jetzt Ihr Schwenkbiege-Projekt an!