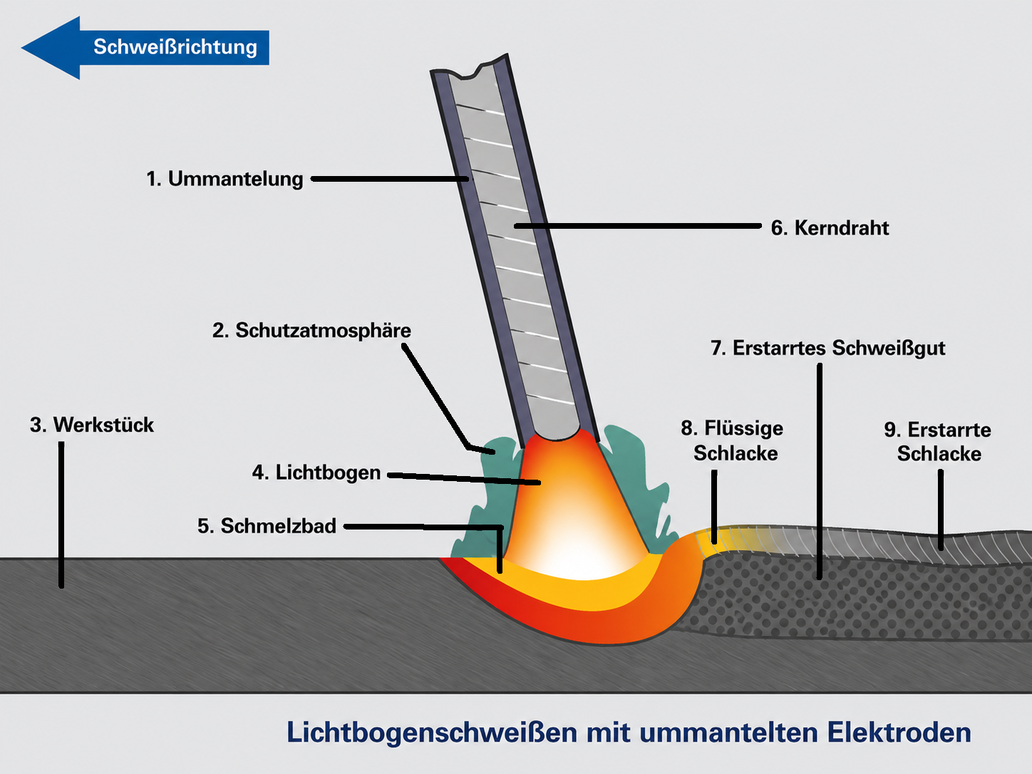
Lichtbogenschweißen mit ummantelten Elektroden
Lichtbogenschweißen mit ummantelten Elektroden ist ein Verfahren des elektrischen Lichtbogenschweißens. Dabei dient eine abschmelzende, ummantelte Elektrode als Zusatzwerkstoff und schützt gleichzeitig das Schweißbad vor schädlichen Umwelteinflüssen.

Das Verfahren
Beim E-Hand-Schweißen (Lichtbogenschweißen mit umhüllter Elektrode) entsteht zwischen der ummantelten Elektrode und dem Werkstück ein elektrischer Lichtbogen. Die Elektrode schmilzt dabei ab und dient gleichzeitig als Zusatzwerkstoff.
Die Ummantelung schützt das Schweißbad vor Umwelteinflüssen: Während des Schweißens entstehen Schutzgase, nach dem Erstarren bildet sich eine Schlackeschicht, die die heiße Schweißnaht zusätzlich schützt. Je nach Anwendungsbereich kommen Elektroden mit unterschiedlichen Kern- und Ummantelungswerkstoffen zum Einsatz.
Vorteile
- Kein separates Schutzgas erforderlich
- Für alle Schweißpositionen geeignet
- Einsatz im Freien und unter Wasser möglich
- Einfache und kostengünstige Schweißausrüstung, auch mit 230 V betreibbar
- Wenige Einstellparameter und einfache Handhabung
- Für nahezu alle Stahlsorten geeignet
- Schweißen auch in engen und schwer zugänglichen Bereichen möglich
- Hohe Flexibilität durch schnellen Elektrodenwechsel
- Einfache Anpassung der Polarität (+/- bzw. DCEP/DCEN) zur Beeinflussung von Einbrand und Schweißeigenschaften
Nachteile
- Vergleichsweise arbeits- und kostenintensives Verfahren
- Gefahr von Schweißfehlern, beispielsweise durch Schlacken- oder Gaseinschlüsse
- Nur eingeschränkt automatisierbar, da es sich um ein manuelles Verfahren handelt
- Geringere Abschmelzleistung als beim MIG-/MAG-Schweißen
- Hohe Anforderungen an die Fertigkeiten und Erfahrung des Schweißers
- Mehrlagiges Schweißen erfordert zusätzlichen Aufwand durch das Entfernen der Schlacke zwischen den Lagen
- Das Schweißen dünner Bleche ist anspruchsvoll und erfordert besonderes Können
- Höhere Kosten pro Kilogramm Abschmelzleistung
- Materialverlust durch verbleibende Elektrodenstummel



Arten von Elektroden
Schweißelektroden bestehen aus einem metallischen Kern und einer schützenden Ummantelung. Der Kern, bestehend aus einem Metalldraht, wird passend zum zu schweißenden Werkstoff gewählt, beispielsweise aus Baustahl, hochfeste Stähle, Edelstahl oder Aluminium.
Während des Schweißens erzeugt der Stromfluss durch den Kern einen Lichtbogen zwischen Elektrode und Werkstück. Die Ummantelung zerfällt dabei und bildet Schutzgase sowie eine Schlacke, die das Schmelzbad und die heiße Schweißnaht vor äußeren Einflüssen schützt. Gleichzeitig trägt sie zur Stabilisierung des Lichtbogens bei und beeinflusst die Schweißeigenschaften, beispielsweise die Einbrandtiefe.
Es gibt zahlreiche Elektrodenarten für unterschiedliche Anwendungen. Die Ummantelungen werden jedoch überwiegend in drei Hauptgruppen eingeteilt: basische, rutilhaltige und cellulosehaltige Elektroden.
Basische Elektroden besitzen eine Ummantelung auf Basis von Calciumcarbonat (CaCO₃) und Calciumfluorid (CaF₂). Beim Schweißen entstehen Schutzgase und eine Schlacke, die das Schmelzbad sowie die heiße Schweißnaht vor äußeren Einflüssen schützen. Durch ihren geringen Wasserstoffgehalt tragen sie dazu bei, die Gefahr von Kaltrissen zu reduzieren.
Basische Elektroden werden bevorzugt für hochwertige und sicherheitsrelevante Schweißverbindungen eingesetzt, beispielsweise im Brücken-, Rohrleitungs-, Schiff- und Offshore-Bau.
Typische Merkmale basischer Elektroden
- Niedriger Wasserstoffgehalt
- Hohe Widerstandsfähigkeit gegen Warm- und Kaltrisse
- Gute Zähigkeit, auch bei niedrigen Temperaturen
- Hohe Abschmelzleistung durch Eisenpulverzusätze
- Mittlere Einbrandtiefe
- Besonders geeignet für anspruchsvolle Schweißaufgaben
- Raues Nahtbild
- Schlechtere Schlackenlösbarkeit als bei Rutil-Elektroden
Rutil-Elektroden enthalten überwiegend Titandioxid (TiO₂) und Siliciumdioxid (SiO₂) in ihrer Ummantelung. Sie zählen weltweit zu den am häufigsten verwendeten Elektroden und eignen sich insbesondere für allgemeine Schweißarbeiten an un- und niedriglegierten Baustählen.
Dank ihres ruhigen Lichtbogens und der einfachen Handhabung sind Rutil-Elektroden besonders bei Standardanwendungen beliebt.
Typische Merkmale von Rutil-Elektroden
- Stabiler und gut kontrollierbarer Lichtbogen
- Geringe Spritzerbildung
- Feintropfiger Werkstoffübergang
- Relativ geringe Rauchentwicklung
- Gute Wiederzündeigenschaften
- Sehr gute Schlackenlösbarkeit
- Glattes und sauberes Nahtbild
- Geringe bis mittlere Einbrandtiefe
- Gute mechanische Eigenschaften der Schweißnaht
Cellulose-Elektroden enthalten neben Rutil einen hohen Anteil an Cellulose (C₆H₁₀O₅, aus Holzmehl) in ihrer Ummantelung. Sie werden vor allem für anspruchsvolle Schweißarbeiten eingesetzt, bei denen ein tiefer Einbrand erforderlich ist, beispielsweise im Rohrleitungsbau.
Während des Schweißens entstehen Schutzgase, die das Schmelzbad vor Umwelteinflüssen schützen. Gleichzeitig sorgt der Wasserstoffanteil für eine hohe Wärmeeinbringung und damit für einen besonders tiefen Einbrand. Die entstehende Schlacke schützt die Schweißnaht während des Abkühlens.
Typische Merkmale von Cellulose-Elektroden
- Sehr tiefer Einbrand
- Hohe Schweißgeschwindigkeit
- Gute Eignung für Zwangslagen und Fallnahtschweißungen
- Besonders geeignet für den Rohrleitungsbau
- Hohe Wärmeeinbringung
- Erhöhte Rauchentwicklung im Vergleich zu anderen Elektrodenarten
Direkt Schweiß-Projekt anfragen!
