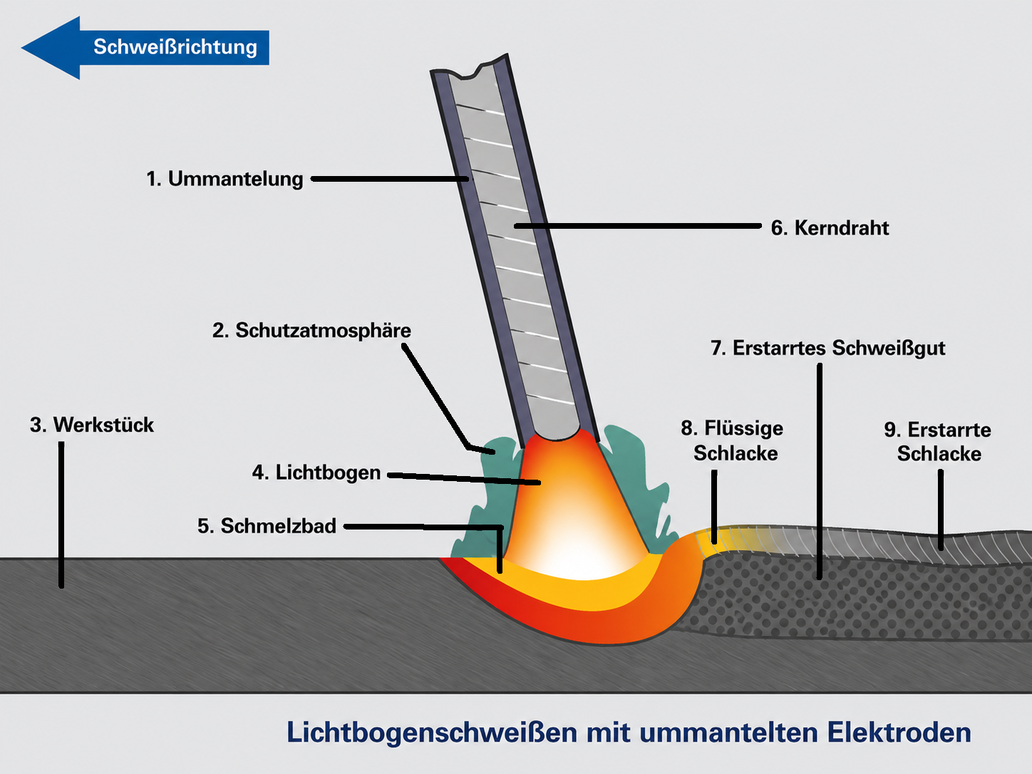
Lichtbogenschweißen mit ummantelten Elektroden (SMAW)
Das Lichtbogenschweißen mit ummantelten Elektroden ist ein Schweißverfahren aus dem Bereich des elektrischen Lichtbogenschweißens.
Kennzeichnend für dieses Verfahren ist die abschmelzende Elektrode mit einer schützenden Ummantelung, die die Schweißnaht während und nach dem Schweißen schützt.
Die englische Bezeichnung für das Schweißen mit ummantelten Elektroden lautet Shielded Metal Arc Welding (SMAW).
E-Hand-Schweißen (SMAW) – das Verfahren
Zwischen der ummantelten Elektrode und dem Werkstück entsteht beim E-Hand-Schweißen ein elektrischer Lichtbogen.
Dabei schmilzt die Elektrode ab und bildet gleichzeitig den Zusatzwerkstoff. Die Ummantelung der Elektrode sorgt während und unmittelbar nach dem Schweißen für den Schutz der Schweißnaht. Während des Abbrands entsteht CO₂ als Schutzgas, und nach dem Erstarren bildet sich eine Schlacke, die die heiße Schweißnaht schützt.
Sowohl der Elektrodenkern als auch die Ummantelung können aus unterschiedlichen Werkstoffen bestehen.
Die Elektroden für verschiedene Anwendungen werden nachfolgend erläutert.
Vorteile des SMAW
- Kein zusätzliches separates Schutzgas erforderlich
- Für alle Schweißpositionen geeignet
- Kann im Freien und sogar unter Wasser eingesetzt werden
- Mit einfacher Schweißausrüstung durchführbar, auch mit 230 V
- Schweißgeräte sind einfach einzustellen, nur wenige Parameter erforderlich
- Für nahezu alle Stahlsorten geeignet
- Schweißen selbst in kleinsten und schwer zugänglichen Bereichen möglich
- Hohe Flexibilität durch schnellen Wechsel verschiedener Elektroden
- Einfacher Wechsel der Polarität (+/- bzw. DCEP/DCEN), um unter anderem die Einbrandtiefe zu beeinflussen
Nachteile des SMAW
- Arbeitsintensives und dadurch vergleichsweise kostenintensives Verfahren
- Gefahr von Schweißfehlern wie Schlackeneinschlüssen und Gaseinschlüssen
- Manuelles Verfahren, daher nur schwer automatisierbar
- Die Abschmelzleistung pro Stunde ist geringer als beim MIG- und MAG-Schweißen
- Erfordert ein hohes Maß an Fertigkeit und Erfahrung des Schweißers
- Mehrlagiges Schweißen ist arbeitsintensiv, da die Schlacke zwischen den Lagen entfernt werden muss
- Das Schweißen von dünnem Blech erfordert zusätzliche Erfahrung und besondere Fähigkeiten
- Die Kosten pro Kilogramm Abschmelzleistung sind vergleichsweise hoch
- Es bleibt immer ein Reststück der Elektrode übrig, das entsorgt wird — der sogenannte Elektrodenstummel („Schweißkippe“)



Arten von Elektroden
Schweißelektroden bestehen aus zwei Teilen: dem Kern und der Ummantelung.
Der Kern besteht aus einem Metalldraht. Dieser kann aus unterschiedlichen Werkstoffen bestehen, beispielsweise aus Baustahl, hochfestem Stahl, Edelstahl oder Aluminium.
Um den Kern befindet sich die Ummantelung. Diese kann aus verschiedenen Materialien bestehen. Während des Schweißens fließt ein hoher elektrischer Strom durch den Kern und erzeugt einen Lichtbogen zwischen dem Ende der Elektrode und dem Werkstück.
Durch die Hitze zerfällt die Ummantelung in verschiedene Bestandteile, die das Schmelzbad während des Schweißens schützen. Zusätzlich entsteht eine Schlacke, die die noch heiße Schweißnaht unmittelbar nach dem Schweißen vor äußeren Einflüssen abschirmt. Die Schlacke unterstützt außerdem die Desoxidation und bindet mögliche Verunreinigungen aus der Schweißnaht.
Der Werkstoff des Kerns wird entsprechend dem zu schweißenden Material gewählt. Die Ummantelung sorgt für einen stabilen Lichtbogen und beeinflusst unter anderem die Einbrandtiefe der Schweißnaht.
Es gibt hunderte verschiedene Elektrodenarten, jeweils mit eigenen Vor- und Nachteilen. Die Ummantelungen lassen sich jedoch in drei Hauptgruppen unterteilen: basische, rutilhaltige und cellulosehaltige Elektroden.
Basische Elektroden besitzen eine Ummantelung, die hauptsächlich aus CaCO₃ (Calciumcarbonat) und CaF₂ (Calciumfluorid) besteht. Zusätzlich werden Anteile von TiO₂ (Titandioxid – Rutil) sowie Eisenpulver mit einem geringen Wasserstoffanteil zugesetzt.
Das CaCO₃ der Ummantelung zerfällt durch die Hitze in CaO (Calciumoxid) und CO₂ (Kohlendioxid). Das gasförmige CO₂ schützt das Schmelzbad während des Schweißens. Das verbleibende Calciumoxid bildet eine Schutzschlacke, die auf der noch heißen Schweißnaht liegen bleibt und sie vor Sauerstoff aus der Umgebungsluft schützt. Außerdem bindet die Schlacke Verunreinigungen aus der Schweißnaht.
Das in der Ummantelung enthaltene Eisenpulver sorgt für eine höhere Abschmelzleistung. Mit steigendem Eisenpulveranteil kann die Abschmelzleistung weiter erhöht werden.
Der geringe Wasserstoffgehalt reduziert die Anfälligkeit für Kaltrisse in der Schweißnaht. Basische Elektroden sind hygroskopisch, das heißt, sie nehmen Feuchtigkeit auf. Daher werden sie vakuumverpackt und in relativ kleinen Verpackungseinheiten geliefert. Diese Elektroden dürfen nur über einen begrenzten Zeitraum verwendet werden.
Typische Merkmale basischer Elektroden
- Niedriger Wasserstoffgehalt
- Gute Zähigkeit bei niedrigen Temperaturen
- Hohe Widerstandsfähigkeit gegen Warm- und Kaltrisse
- Die Schweißnaht erstarrt relativ schnell, wodurch insbesondere in vertikaler Position eine höhere Abschmelzleistung erreicht wird als bei anderen Elektroden
- Durch den Zusatz von Eisenpulver höhere Abschmelzleistung als bei Rutil-Elektroden
- Mittlere Einbrandtiefe
- Geeignet für anspruchsvolle Schweißverbindungen, beispielsweise im Offshore-Bereich, beim Rohrleitungsbau, Brückenbau oder Schiffbau
- Raues Erscheinungsbild der Schweißnaht
- Schlechtere Schlackenlösbarkeit als bei Rutil-Elektroden
Rutil ist ein Mineral, das aus Titandioxid (TiO₂), auch Titanoxid genannt, besteht.
Rutil-Elektroden enthalten einen hohen Anteil an SiO₂ (Siliciumdioxid) und Titandioxid (TiO₂) und zählen weltweit zu den am häufigsten verwendeten Elektroden. Es sind mehr als 100 verschiedene Arten von Rutil-Elektroden erhältlich, jeweils mit spezifischen Eigenschaften.
Rutil-Elektroden werden für allgemeine, nicht sicherheitskritische Schweißanwendungen an niedriglegierten Baustählen eingesetzt.
Typische Merkmale von Rutil-Elektroden
- Stabiler und gut kontrollierbarer Lichtbogen
- Relativ wenig Schweißspritzer durch einen weichen Lichtbogen
- Feintropfiger Werkstoffübergang bzw. feine Abschmelztropfen
- Geringe Menge an gesundheitsschädlichem Schweißrauch
- Gute und kontrollierbare Wiederzündung der Elektrode
- Gute bis sehr gute Schlackenlösbarkeit
- Glattes und sauberes Erscheinungsbild der Schweißnaht
- Geringe bis mittlere Einbrandtiefe
- Die Schweißnähte besitzen gute mechanische Eigenschaften
Cellulose (C₆H₁₀O₅) besteht aus Holzmehl. Cellulose-Elektroden enthalten neben Rutil daher einen hohen Anteil Holzmehl in der Ummantelung. Diese Elektroden werden für anspruchsvolle Schweißverbindungen eingesetzt, bei denen ein tiefer Einbrand besonders wichtig ist, beispielsweise im Rohrleitungsbau.
Während des Schweißens verbrennt die Cellulose und bildet CO (Kohlenmonoxid) sowie Wasserstoff. Das CO schützt die Schweißnaht vor dem Einfluss von Sauerstoff aus der Umgebungsluft. Der Wasserstoff sorgt für eine höhere Wärmeentwicklung während des Schweißens und dadurch für einen tieferen Einbrand der Schweißnaht. Das Rutil bildet anschließend die Schlacke, die auf der Schweißnaht zurückbleibt und diese unmittelbar nach dem Schweißen vor äußeren Einflüssen schützt.
Typische Merkmale von Cellulose-Elektroden
- Tiefer Einbrand
- Höhere Schweißgeschwindigkeit als bei Rutil- oder basischen Elektroden
- Die Schweißnaht ist relativ unempfindlich gegenüber Korrosion
- Für alle Schweißpositionen geeignet
- Beim Schweißen mit Cellulose-Elektroden entsteht viel Schweißrauch
- Die Elektroden enthalten einen relativ hohen Wasserstoffanteil, wodurch die Gefahr von Kaltrissen erhöht wird
- Es bildet sich eine dünne und leicht entfernbare Schlacke auf der Schweißnaht
- Die Schlacke erstarrt schnell, wodurch diese Elektroden für alle Schweißpositionen einschließlich Steig- und Fallnahtschweißen geeignet sind
Direkt Schweiß-Projekt anfragen!
